镀锌方管经验充足
更新时间:2025-12-29 01:50:56 ip归属地:那曲,天气:晴,温度:-16-2 浏览:1次



- 发布企业
- 瑞盛特物资 (那曲市巴青县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 镀锌方矩管
- 所在地
- 恒胜钢材市场
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 魏经理 请说明来自华尔网,优惠更多
详细介绍
以下是:那曲市巴青县镀锌方管经验充足的产品参数
【瑞盛特 】以匠心打造多元场景产品,涵盖比如镀锌方矩管现货交易、索县镀锌方矩管使用寿命长久、尼玛镀锌方矩管实力商家、聂荣镀锌方矩管省心又省钱等。镀锌方管经验充足,瑞盛特物资 (那曲市巴青县分公司)为您提供镀锌方管经验充足的资讯,联系人:魏经理,电话:【18762195566】、【18762195566】。 西藏自治区,那曲市,巴青县 巴青县,隶属于西藏自治区那曲市,地处那曲市东北部,东靠昌都市丁青县,南傍比如县、索县,西接聂荣县,北邻青海省杂多县,全县行政区域面积9811平方千米。截至2020年11月1日零时,巴青县常住人口为56200人。巴青县地势北高南低,地处怒江上游,属高原亚寒带半湿润季风气候,境内有长江、怒江两大水系。
想要了解我们的镀锌方管经验充足产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
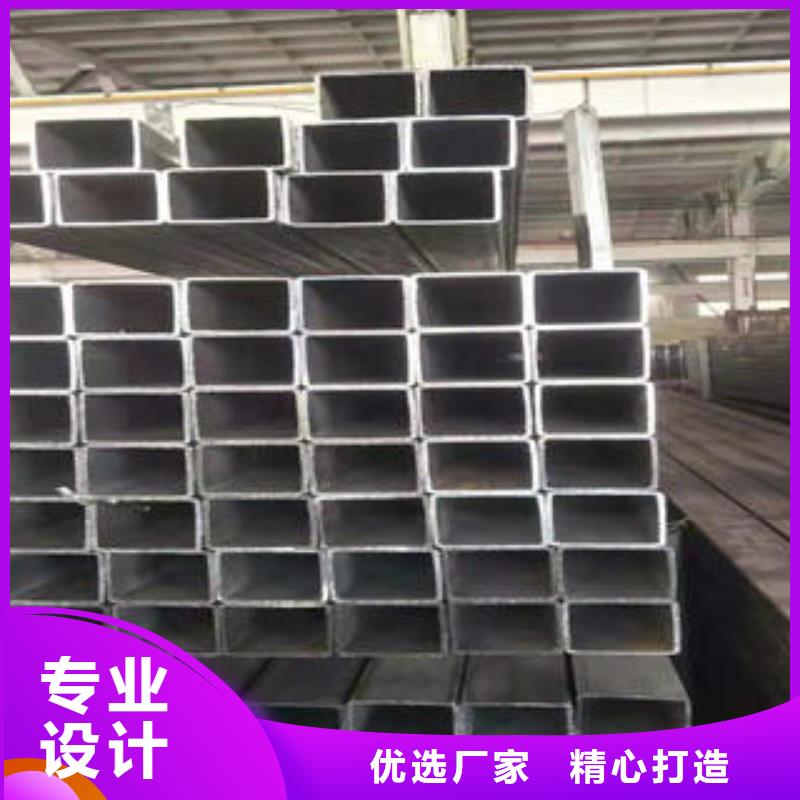
以下是:那曲巴青镀锌方管经验充足的图文介绍






那曲巴青镀锌方矩管的详细介绍
量大从优 技术先进

热镀锌方管焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火 .镀锌方管的使用率非常高,但是一般施工方在施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的要放弃使用。
1、清理镀锌方管管口:将承口内的所有杂物擦洗干净。
2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
4、下管:应按下管的要求将方钢管下到槽底,通常采用人工下管法或机械下管法。
5、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的镀锌方管部位再次污染。
6、顶推方钢管使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度。管道安装要平,镀锌方管之间应成直线,遇有倾斜角时,要小心。将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。 橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装。
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火 .镀锌方管的使用率非常高,但是一般施工方在施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的要放弃使用。
1、清理镀锌方管管口:将承口内的所有杂物擦洗干净。
2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
4、下管:应按下管的要求将方钢管下到槽底,通常采用人工下管法或机械下管法。
5、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的镀锌方管部位再次污染。
6、顶推方钢管使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度。管道安装要平,镀锌方管之间应成直线,遇有倾斜角时,要小心。将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲。 橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装。


精选原材

注重细节

工序严控


实力商家
安装简单
质量为本
现货供应
量大价优
核心技术


在那曲市巴青县本地采买镀锌方管经验充足到瑞盛特物资 (那曲市巴青县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:魏经理-【18762195566】。
我们的其他产品