电力管现货定做
更新时间:2026-03-31 16:25:02 ip归属地:宁德,天气:中雨,温度:14-21 浏览:1次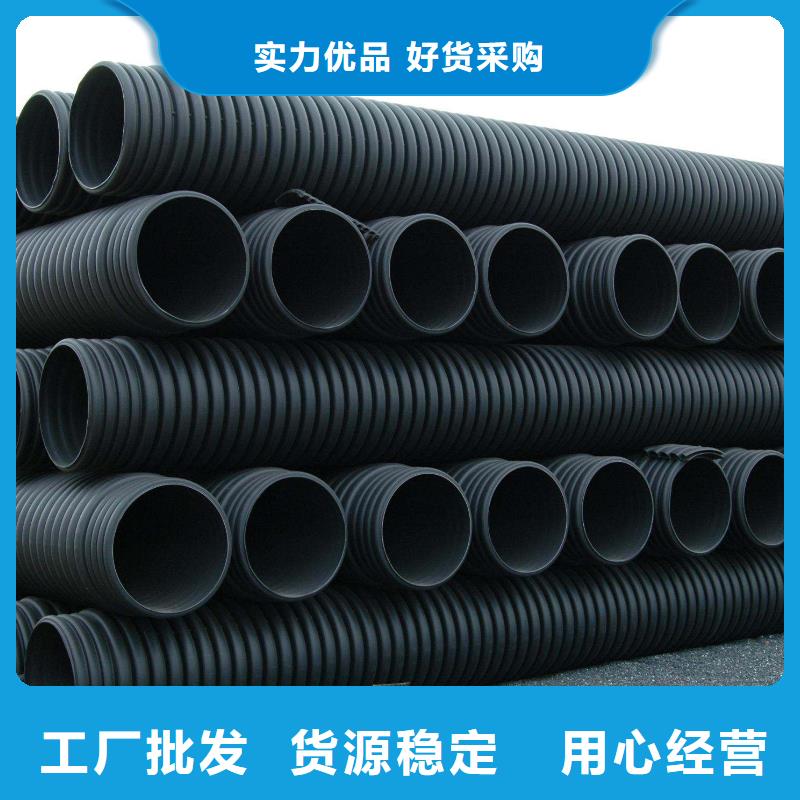

- 发布企业
- 鑫兴管业(宁德市周宁县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
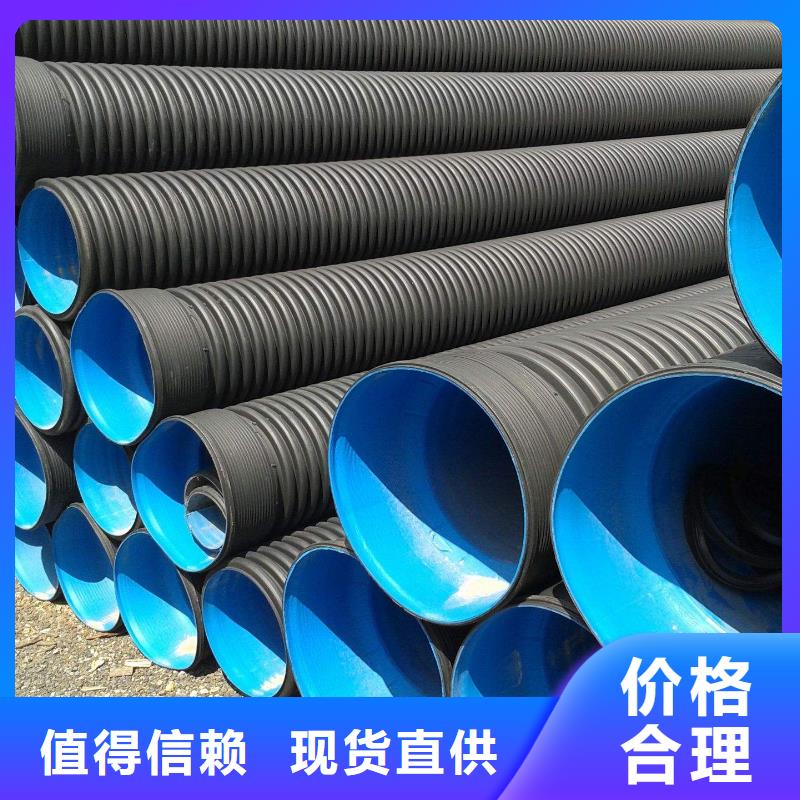
- PE电力管
- 所在地
- 闫楼开发区
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 唐少明 请说明来自华尔网,优惠更多
详细介绍


要解决塑料管材企业面临的困境,使这一产业沿着规范有序的道路持续快速发展,当务之急,一是要加强市场秩序的规范和整顿,二则要求行业、企业自身尽快走上以技术创新、质量为先的实质性改进之路。专家指出,虽然目前企业普遍感受到巨大的市场压力,但是新的机遇也蕴含在市场之中。企业应努力研发高端产品,通过自主技术创新,工艺革新,设备改进和自主设计,推出一批具有自主知识产权的新产品、新技术、新装备,使我国的塑料管材行业步入发展的快车道。mpp管在焊接前需要做哪些准备工作?
mpp管在焊接前,需要检查焊机的电源,液压油、加热板等是否满足焊接要求。对油泵开关等进行空车试运行。设定焊接的温度,在加热前,应该用干净的软纸或布蘸就行擦拭加热板表面,清洁油污,杂质等,要管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部分应该有支撑物托起。然后固定好,用铣刀,铣削管材。直到管材两端出现连续的切割后,撤掉压力。



现公司有大量 PE电力管,将以优惠的价格,批零兼营的方式,为您提供快捷的服务,欢迎新老客户前来洽谈、电议。公司可为用户订做各种特殊规格,材质 PE电力管,交货及时,质量优,量大可以在厂直接发货。宁德周宁鑫兴管业有限公司秉承:“顾客至上,锐意进取”的经营理念,坚持“客户为本”的原则为广大客户提供服务。我公司全体同仁衷心欢迎您到我公司参观指导洽谈业务。


MPP电力管熔接过程:1、管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。2、取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。



dsm

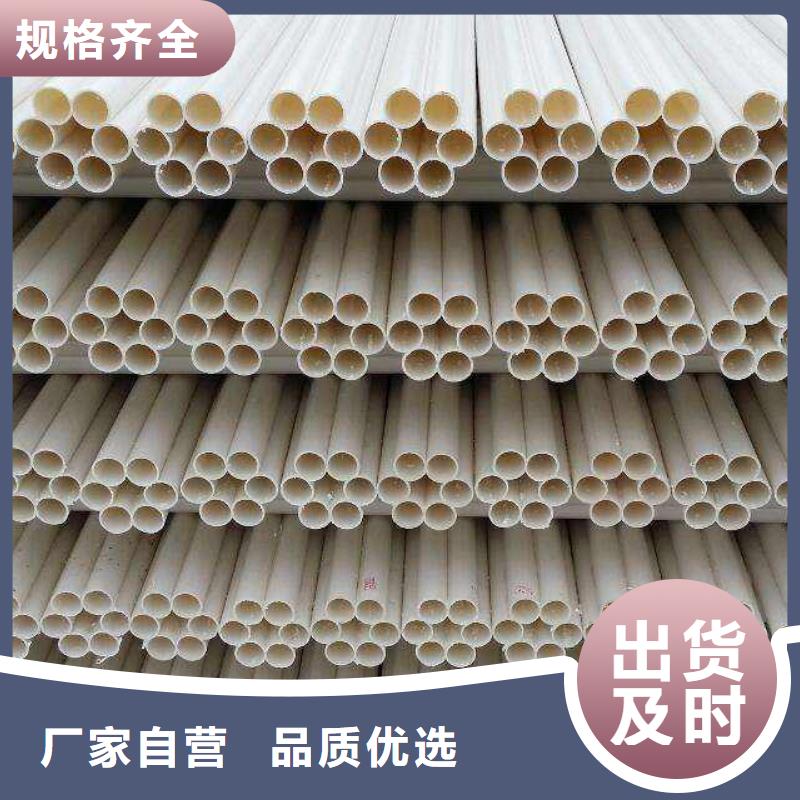
PE穿线整条管采用PE复合材料生产,结构强度很高。所使用的结构不必担心弯曲等会导致穿线管的损坏。因此,PE穿线管的这些配置决定了PE穿线管的质量。杆PE穿线管在施工过程中非常方便,因为结构强度很高,所以施工方法可以用于非开挖施工方法,钻杆钻孔,PE穿线管是拽过去完成建设。这种施工方法减少了对路面的损坏和施工量,了挖掘和回填的需要。建筑工程的质量得到了很好的保证,并且已经开放。槽结构,这种类型的结构大多使用在墙壁上,墙壁开槽,然后固定PE穿线管使布线方便,并且工程外观整洁,。
PE是聚乙烯塑料,基础的一种塑料,塑料袋、保鲜膜等都是PE,HDPE是一种结晶度高、非极性的热塑性树脂。原态HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。PE具有优良的耐大多数生活和工业用化学品的特性。
PE管的焊接,PE管道对接焊缝,该方法提供了高的可靠性和直径的范围内和压力过程:加热的管子的端部,使用一个工具,称为接触压力和温度定义下的“镜像”。 端部被迅速接触,并保持在压力下,在冷却过程中。