圆管规格库存充足_2026本地报价

圆管弯弧机使用注意事项
正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,保障生产的要条件,因此设备的操作者及维修人员须了解设备的结构、性能、维护保养方法和操作规程。
在油箱没有注入油前切勿启动电机。使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空。设备使用的液压油须经过严格的过滤方可注入油箱,油箱在装油前须清洗好,一般使用46号抗磨液压油 。
本设备是用油为介质,须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必保持干净,使用的时间不应过两个月,更换时应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
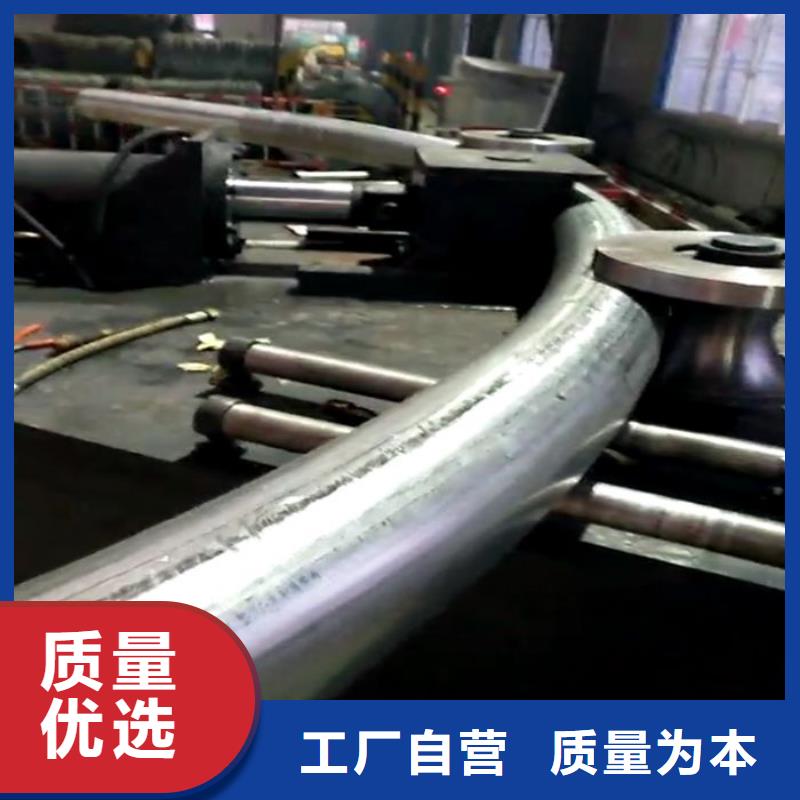
圆管弯管机用途:
弯管机对于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造都有其重要的作用。
弯管机操作规程:
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击,不能用尖锐物碰撞显示单元。电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。
3、不得私自加装、改接调换机床电源时必须重新确认电机转向。机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。定期在链条及其它滑动部位加润滑油。在清洗和检修时必须断开电源。
4、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa.模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。


弯管机的用途和领域
1、机械工业用管。如机场钢结构管(无缝圆管、有缝焊接圆管)。
2、化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。
3、煤矿扩建储煤棚,金矿储蓄厂棚等大型厂房建设。
圆管的弯曲半径
圆管弯曲半径的大小,决定了圆管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的R值为管子直径的2-3倍为好。
适用范围及特点:
对铁管、圆管、方管、扁管进行加工弯曲,主要用在电力施工、铁路、公路建设、桥梁、船舶家具装潢等方面的铺设和修造。具有功能多、结构合理、操作简单等优点。
冷弯型钢是指用钢板或带钢在常温状态下弯曲成的各种断面形状的成品钢材。 冷弯型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。冷弯型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度;与普通钢结构(即由传统的工字钢、槽钢、角钢和钢板制作的钢结构)相比较,可节约钢材30~50%左右。冷弯型钢的重要是:它是经济断面钢材,可以生产出各种复杂的断面,它主要是通过改变型钢断面形状来提高型钢强度的。



铜仁万山万泽锦达机械制造有限公司主要生产: 圆管弯弧机产品,拥有完整、科学的质量管理体系。公司始终坚持“质量为本 打造诚信企业”的经营理念,公司的诚信和 圆管弯弧机产品质量获得广大客户的认可。欢迎各界朋友莅临参观、指导和业务洽谈。 我们以“顾客为先、质量为重、不断改进、完善服务”为方针,训练有素的制作员工队伍,热情周到、方便及时的售前、售后服务,使我们赢得越来越多的客户和市场,也使得我们有信心与贵公司携手并进,开创未来。不断追求、推陈出新、坚持做好 圆管弯弧机产品坚持质量,为客户做一些实实在在的事情,竭诚欢迎各界朋友来我厂考察指导!


大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。



产品




- 液压分裂棒厂家制造生产 2026-04-18
- 定做PVC农田灌溉管的公司 2026-04-18
- 路名牌灯箱、路名牌灯箱厂家直销-诚信经营 2026-04-18
- 找桥梁护栏 立柱生产厂家 2026-04-18
- 销售物流 2026-04-18
- 质量好的物流厂家 2026-04-18
- 精密管质量保证 2026-04-18
- 丝印面板施工方案 2026-04-18
- 批发阅报栏灯箱的供货商 2026-04-18
- 冷却管加工定制 2026-04-18
- 庆阳市到贵阳物流返程货车调配公司 2026(全境/直达) 2026-04-18
- 新野消泡剂,有机硅消泡剂源头直供 2026-04-18
- 东门蒸汽锅炉,环保蒸汽锅炉精致工艺 2026-04-18
- 不锈钢碳素钢复合管护栏大品牌品质优 2026-04-18
- 欧米茄厂家现货直发 2026-04-18
- 方矩管厂家放心购 2026-04-18
- 球墨铸铁管直销厂家 2026-04-18
- 护栏板费用 2026-04-18
- 龙沙供应批发耐磨版-保量 2026-04-18
- 沾化视频1定制 2026-04-18
- 博兴性价比高的视频1供货商 2026-04-18
联系方式
