您当前的位置:华尔网 » 阳明华尔网 »阳明产品 » 钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询
钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询
更新时间:2026-01-03 16:00:11 ip归属地:牡丹江,天气:晴转多云,温度:-20--7 浏览:1次



- 发布企业
- 宝润机械(牡丹江市阳明区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 数控钢筋笼滚焊机
- 所在地
- 二七区长葛市钟繇大道南段东辛庄社区
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 赵阳阳 请说明来自华尔网,优惠更多
详细介绍
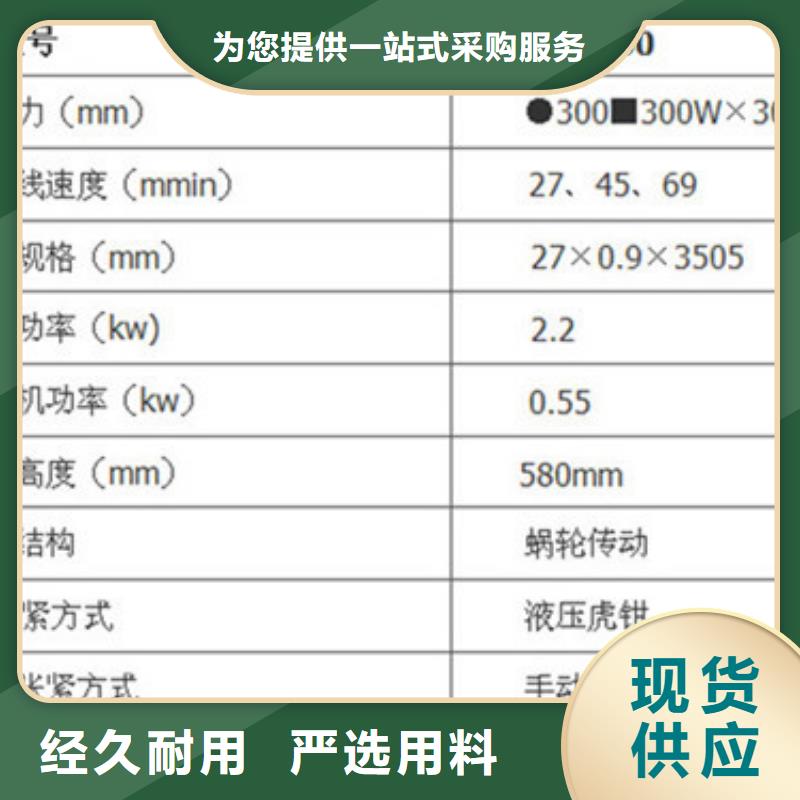
以下是:牡丹江市阳明区钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 产品单价 | 20000/台 |
| 产品型号 | GB4240 |
| 品牌 | 河南宝润 |
| 产地 | 河南许昌 |
| 供货总量 | 现货 |
| 发货期限 | 随时发货 |
| 运费说明 | 否 |
| 主机功率 | 4.0kw |
| 液压功率 | 0.75kw |
| 锯切 | 400-400mm*400mm |
| 整机尺寸 | 2200*1150*1550mm |
| 整机重量 | 1500kg |
| 范围 | 钢筋锯床、钢筋锯床直销-欢迎新老客户供应范围覆盖黑龙江省、牡丹江市、阳明区、爱民区、东宁市、林口县、绥芬河市、海林市、宁安市、穆棱市等区域。 |
【宝润】持续拓展产品矩阵,现有东宁数控钢筋笼滚焊机现货快速采购、绥芬河数控钢筋笼滚焊机优质货源等,满足不同场景需求。钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询,宝润机械(牡丹江市阳明区分公司)专业从事钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询,联系人:赵阳阳,电话:【17768165506】、【17768165506】,以下是钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询的详细页面。 黑龙江省,牡丹江市,阳明区 2020年,阳明区实现地区生产总值实现46.4亿元,同比下降3.5%。其中产业实现8.6亿元,同比增长1.1%;第二产业实现13.6亿元,同比增长6%;第三产业实现24.1亿元,同比下降9.8%。三次产业比重为18.6:29.4:52。
想要知道钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询产品如何?看视频就知道!看视频,选产品更明智!
以下是:牡丹江阳明钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询的图文介绍


锯床使用规范:
1、带锯床操作及维修人员,必须经过专业培训,掌握带锯床操作和维修技能。作业人员应确保充足,保持精力集中。
2、变速时必须先停车再打开防护罩,转动手柄使皮带放松,将三角皮带置于所需速度的槽中,然后张紧皮带,盖好防护罩。
3、除屑钢丝刷的调整应使钢丝接触带锯条的齿部,但不要超过齿的根部,注意观察钢丝刷是否能铁屑。
4、根据所加工工件的尺寸大小沿燕尾导轨调整导向臂,调整完毕后必须锁紧导向装置。
5、锯料 大直径不得超过规定,工件必须夹持牢固。
6、带锯条松紧应适当,速度和进给量必须恰当。
7、铸铁、铜、铝件不加切写削液,其它均需加写削液。
8、切削途中锯条断裂,调换新锯条后,工件必须翻身重新锯,锯弓放下时应缓慢,不得冲击。
9、切削过程中操作者严禁离开岗位,严禁带手套操作。
10、每班下班时,必须切断电源,打开防护罩,被带入锯轮周围的切屑,做好日常维护保养及周围清扫工作。



1 削边 采用固定形状的硬质合金刀片,将冷轧合金钢带一侧削成平面作为焊接面,以便于后续的焊接工序,另一侧削成圆弧状作为背底。对于一定规格的冷轧合金钢带需要削成固定宽度
2 电子束焊接 采用先进的进口设备,利用加速和聚焦的电子束轰击置于真空中高速钢丝和削边后的冷轧合金钢带的接触面。电子束撞击工件时动能转化为所需的热能使接触面焊接至一起,是一种高能密度的双金属带锯条焊接技术
3 激光焊接 采用先进的进口设备,利用高能量密度的激光束作为热源进行焊接的一种精密的焊接方法,可替代电子束焊接双金属复合钢带
4 球化退火 将焊接后的复合钢带置于井式退火炉或钟罩式退火炉中,采用一种合适的退火工艺,使齿材、背材和焊缝中的碳化物呈球状,以便于后续的冷加工
5 焊缝轧平 用轧机将退火后的的复合钢带轧至一定厚度,并使焊缝位置平整的一道工序
6 调平校直 采用先进的进口设备,将复合钢带通过数十个小轧辊,使复合钢带平直的一道工序
7 铣齿 采用先进的进口设备和优质钢铣刀,将复合钢带的高速钢一侧铣出锯齿形状的一道工序
8 分齿 将铣出齿型的双金属锯条,使锯齿按一定的规律向左右倾倒的一道工序
9 淬火-回火 采用拥有自主知识产权的淬火-回火一体化生产线, 将分齿后的锯条在低于熔点的某一温度保温一段时间,然后快速冷却,达到淬火的目的。紧接着在某一温度经过数次保温,达到回火的目的,使双金属带锯条形成适合锯切的组织
10 喷砂 采用细小的石英砂,高速撞击淬火-回火后双金属带锯条的表面,去除表面的脱碳、氧化等缺陷,并在表面形成残余压应力,以提高双金属带锯条的疲劳寿命
11 喷码 在喷砂后的双金属带锯条表面喷上锯条规格、流水号、品牌的相关信息并涂上防锈油


牡丹江阳明宝润机械有限公司坐落于二七区长葛市钟繇大道南段东辛庄社区。我厂主要产品有: 数控钢筋笼滚焊机等各种产品。我司以好的售后服务,质量和信誉开拓新市场。以此来赢得广大用户的信赖和好评。我厂始终坚持开拓创新,精益求精,产销量逐年增长,成为国内 数控钢筋笼滚焊机的先进企业。为进一步提高 数控钢筋笼滚焊机产品的质量,增加产品的附加值,公司坚持“用户为先”以“优质产品优惠价格真诚合作”的宗旨为国内外客户服务。


水利工程施工有着悠久的历史。中国远在公元前256~前251年修建的都江堰,不仅体现了规划设计方面的成就,在施工技术方面也有许多创造,如离堆的开凿、鱼嘴及飞沙堰的竹笼卵石砌护以及杩槎围堰的应用等。其中有的施工方法如卵石砌护沿用至今。又如黄河大堤、 钱塘江海塘、灵渠及京杭运河等工程都显示出古代水利工程施工技术的成就。特别在河工方面,中国有几千年防御与治理洪水的历史,在处理险工和堵口截流等施工技术方面积累了丰富的经验。
随着现代科学技术的发展,新型建筑材料和大型专用施工机械的不断出现与日益改进,水利工程已逐步由传统的人力施工转向机械化施工。工业发达于20世纪30年代,中国于50年代以来,在水利工程施工技术中逐步显示出这种变化。
导流编辑
在宽河床上建坝,多采用分期导流;在狭谷河床建坝,多采用一次围堰断流,并以隧洞导流或明渠导流。中国龚咀水电站采用明渠导流,避免大量洞挖,减少施工难度,从开工起仅用10个月就挖完明渠,进行截流,明渠实际大过流量达5680立方米/秒,平均年漂木量达100万立方米。 施工导流的围堰形式中,用得普遍的是土石围堰。此外,还有混凝土围堰、过水土石围堰等。中国黄河青铜峡工程采用传统的草土围堰,经受了4200立方米/秒的洪水考验。
截流编辑
河道截流方法有平堵、立堵及平立堵。平堵有用船舶、浮桥、缆机施工等方式;立堵有单戗、双戗或多戗等形式;平立堵有先立堵后栈桥平堵的方式。所用材料除土石外,多用混凝土多面体、异形体及混凝土构架等。苏联格勒(现名伏尔加格勒)水电站截流流量为4700立方米/秒;托克托古尔水电站截流大落差7.13m,龙口大单宽流量为33立方米/(m·s)。巴西伊泰普水电站截流流量达8000立方米/秒。中国黄河三门峡水利枢纽单戗立堵截流流量为2030立方米/秒,流速6.6m/s,落差4.37m;长江葛洲坝水利枢纽双戗立堵截流大流量4800立方米/秒,大落差3.23m。
随着现代科学技术的发展,新型建筑材料和大型专用施工机械的不断出现与日益改进,水利工程已逐步由传统的人力施工转向机械化施工。工业发达于20世纪30年代,中国于50年代以来,在水利工程施工技术中逐步显示出这种变化。
导流编辑
在宽河床上建坝,多采用分期导流;在狭谷河床建坝,多采用一次围堰断流,并以隧洞导流或明渠导流。中国龚咀水电站采用明渠导流,避免大量洞挖,减少施工难度,从开工起仅用10个月就挖完明渠,进行截流,明渠实际大过流量达5680立方米/秒,平均年漂木量达100万立方米。 施工导流的围堰形式中,用得普遍的是土石围堰。此外,还有混凝土围堰、过水土石围堰等。中国黄河青铜峡工程采用传统的草土围堰,经受了4200立方米/秒的洪水考验。
截流编辑
河道截流方法有平堵、立堵及平立堵。平堵有用船舶、浮桥、缆机施工等方式;立堵有单戗、双戗或多戗等形式;平立堵有先立堵后栈桥平堵的方式。所用材料除土石外,多用混凝土多面体、异形体及混凝土构架等。苏联格勒(现名伏尔加格勒)水电站截流流量为4700立方米/秒;托克托古尔水电站截流大落差7.13m,龙口大单宽流量为33立方米/(m·s)。巴西伊泰普水电站截流流量达8000立方米/秒。中国黄河三门峡水利枢纽单戗立堵截流流量为2030立方米/秒,流速6.6m/s,落差4.37m;长江葛洲坝水利枢纽双戗立堵截流大流量4800立方米/秒,大落差3.23m。



锯条磨合
新锯条在正式使用前一定要进行磨合。一条没有磨合或没有磨合好的锯条的使用寿命是一条磨合好的锯条的1/3或更少。锯条磨合时只能使用一半的正常进给压力/速率和锯切速度,直到锯出300—1000cm2的表面区域。然后逐渐将进给速率和锯切速度增
激光切割机昂贵,也是精度和效率高的一种高科技切割设备,水刀切割机次之,火焰切割机再次之成本也相对较低,等离子切割机使用成本低(每件计算)
切割品质:·倾角·受热影响的区域小·基本无熔渣·良好至的精细切割效果
生产能力:·切割各种厚度的金属材料时速度均极快·穿孔速度极快
运行成本:·易损件使用寿命长,生产效率良好,切割品质,导致单次操作的成本比其他技术低
锯切参数编辑
锯带速度:锯带速度由材料的种类、材料的宽度及锯带的拉力所决定。较硬的材料必须用较低的锯带速度;较小的宽度必须用较快的锯带速度。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。较硬的材料和较大宽度的材料要用较大的压力和进给速率;较软的材料和较小的宽度要用较小的压力和进给速率。
轮廓锯切:请根据您所需要锯切材料,选择适合的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。
带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。

钢筋锯床、钢筋锯床厂家直销-欢迎新老客户来电咨询_宝润机械(牡丹江市阳明区分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:赵阳阳,二七区长葛市钟繇大道南段东辛庄社区。
我们的其他产品