圆管客户信赖
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 圆管客户信赖供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 孝南区、孝昌县、大悟县、云梦县、应城市、安陆市、汉川市等区域。 |
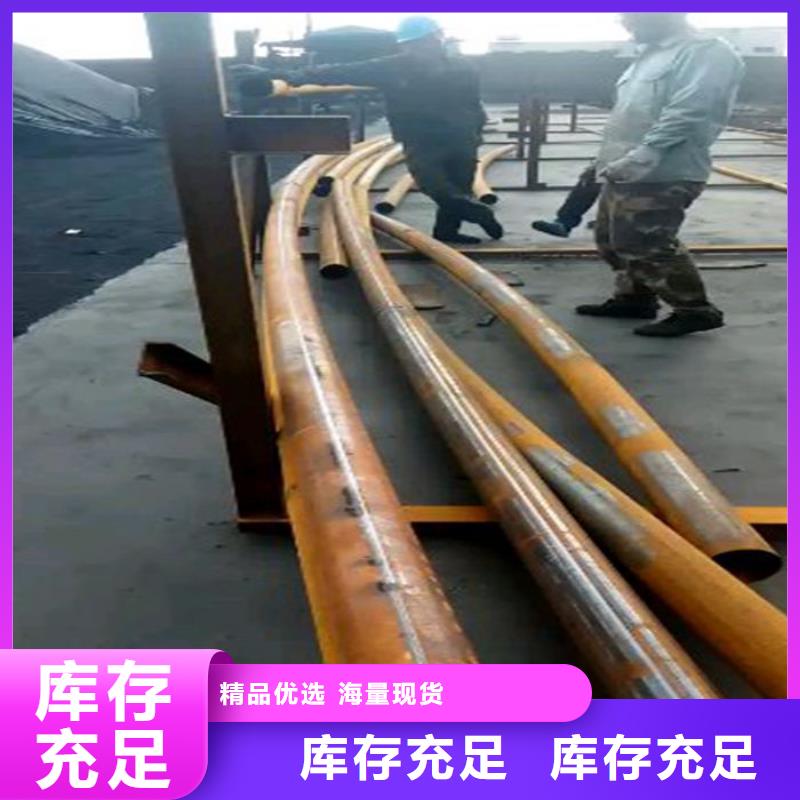
湖北孝感万泽锦达机械制造有限公司主要产品有:(湖北孝感) 本地 圆管弯弧机等,资源充足,品种齐全,库存量大,价位低。
公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信求实、发展、创新是我公司的经营宗旨,热忱欢迎广大不锈钢用户及同仁光临我公司,为不锈钢事业共创辉煌。
本公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格。
郑重承诺:保证以好的产品、优的质量、低的价格、完善的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。


冷弯空心管材的特点
1. 厚壁度高,节省了机械加工用户工料时的损耗。2.规格多,应用范围广泛。3.冷轧成品好,表面质量好,直线度好。4.钢管内径可以做成六角形。5.钢管性能更优越。
2.
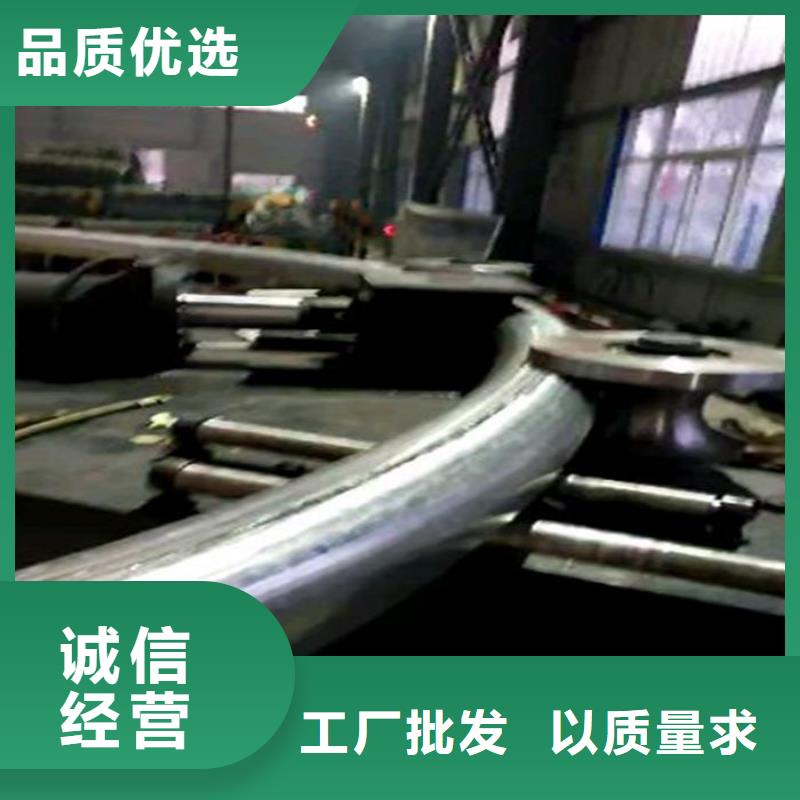
圆管弯弧机的主要功能就要利用滚动挤压的方式改变金属材料的形状,那么在方管收到挤压的时候,弯弧机用途,必然后产生变形量,变形量的大小就取决于弯弧机给方管的挤压力量,圆管弯弧机,弯弧机给工件的力量就是取决于客户想要吧方管弯曲的弧度的大小。弧度越大,压力越小,那么弧度越小,压力越大,对弯弧的工件产生的变形也就越大,这个可以用一些小技巧解决,单纯的追求设备的改变是不行的。可以通过设备加工装和填充的工艺来解决方管弯曲小弧度变形的问题。
1.可调偏心调节可调偏心调整主要是偏心偏心距的调整,调整偏心偏心距将纳入音高变化,当偏心率调整幅度较大,送入距离增加;偏心调节小时,送入的距离变小。数控弯弧机在调整时,只要用在偏心内六角扳手内六角螺钉正向或反向,可以抵消向上或向下小。
2.由于长时间摩擦材料磨损的制动张力调节在制动状态的制动是非常大的,弯弧机应该根据实际情况随时调整制动弹簧螺母,从而使制动带是涨紧状态,并且及时更换的摩擦材料,否则会送入距的影响。



湖北孝感万泽锦达机械制造有限公司自成立以来,主要致力于 圆管弯弧机等产品的生产与加工。公司成产以来,始终以“精心服务、客户至上、锐意进取”的经营理念,坚持“客户至上”的原则为同行提供配套服务。您的需要就是我们的服务,您的满意就是我们的目标,我们坚信,未来你您的支持下,我们的事业会更加辉煌,我们以准备好,以、及时、的服务为客户提供优质的服务。



圆管弯弧机使用注意事项
正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,保障生产的要条件,因此设备的操作者及维修人员须了解设备的结构、性能、维护保养方法和操作规程。
在油箱没有注入油前切勿启动电机。使用前先检查油箱内的油是否加满,如不足应加满,以防油泵吸空。设备使用的液压油须经过严格的过滤方可注入油箱,油箱在装油前须清洗好,一般使用46号抗磨液压油 。
本设备是用油为介质,须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必保持干净,使用的时间不应过两个月,更换时应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
圆管弯管机用途:
弯管机对于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造都有其重要的作用。
弯管机操作规程:
2、在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击,不能用尖锐物碰撞显示单元。电气箱必须放在通风处,禁止在尘埃和腐蚀性气体中工作。
3、不得私自加装、改接调换机床电源时必须重新确认电机转向。机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。定期在链条及其它滑动部位加润滑油。在清洗和检修时必须断开电源。
4、开车前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象(角度编码器处于不允许加油);压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于12.5Mpa.模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。


大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。



- 定制声测管_品牌厂家 2026-01-10
- 玻璃棉本地批发 2026-01-10
- 有现货的葡萄苗实体厂家 2026-01-10
- CPVC电力管_保障 2026-01-10
- 聚四氟乙烯板口碑良好 2026-01-10
- #道路护栏#到厂参观 2026-01-10
- 找圆钢厂家 2026-01-10
- 诚信供应车载升降照明灯的厂家 2026-01-10
- 不锈钢复合管护栏存货充足 2026-01-10
- 无缝钢管基地 2026-01-10
- 宏伟无缝钢管,X70管线管快捷的物流配送 2026-01-10
- 井陉中西糕点培训有补贴吗梦想的起点,成功的摇篮,虎振中西糕点专业! 2026-01-10
- 临汾防静电地板_写字楼专用架空地板产品参数 2026-01-10
- 油浸式变压器全国可发货 2026-01-10
- 采购二手压路机必看-售后保障 2026-01-10
- 不锈钢复合管实体厂家 2026-01-10
- 聚丙烯酰胺-制作精良 2026-01-10
- 树莓苗现货厂家 2026-01-10
- 愚公斧劈裂棒尚志实体厂家 2026-01-10
- 富拉尔基愚公斧劈裂棒、愚公斧劈裂棒生产厂家_规格齐全 2026-01-10
- 欢迎访问##富裕愚公斧劈裂棒价格## 2026-01-10
产品


联系方式
