无缝钢管价格行情走势
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 规格 | 10mm-600mm |
| 材质 | 齐全 |
| 产地 | 山东 |
| 表面 | 完好 |
| 范围 | 无缝钢管价格行情走势供应范围覆盖河南省、南阳市、方城县、宛城区、卧龙区、南召县、西峡县、镇平县、内乡县、淅川县、社旗县、唐河县、新野县、桐柏县、邓州市等区域。 |
南阳方城淳源管业有限公司总部坐落于坐落在闻名的 无缝钢管之乡南阳方城,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 无缝钢管的专业生产厂家,。本厂 无缝钢管产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 无缝钢管业专业厂家。


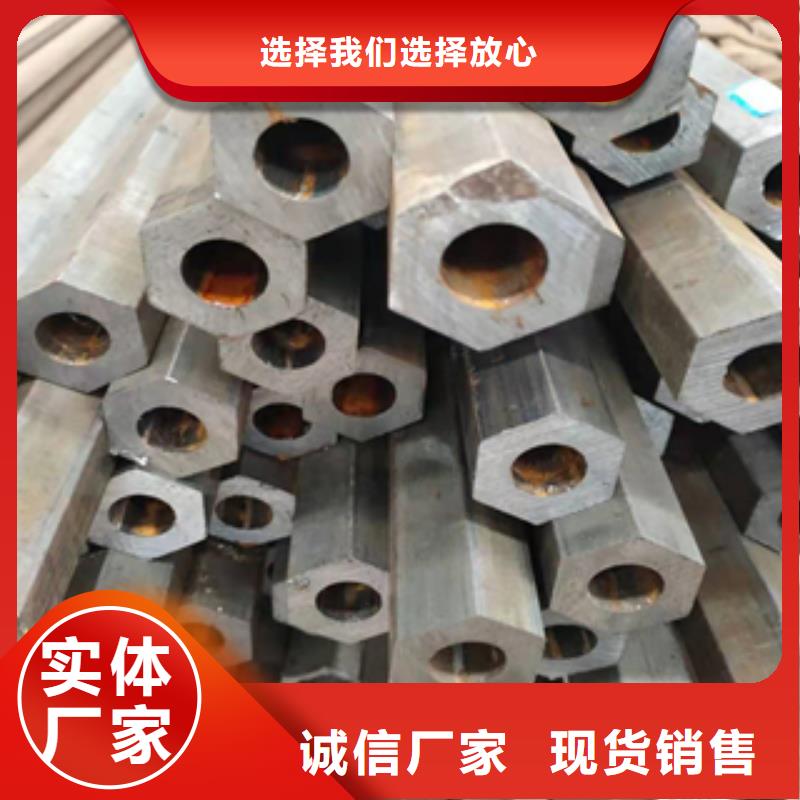
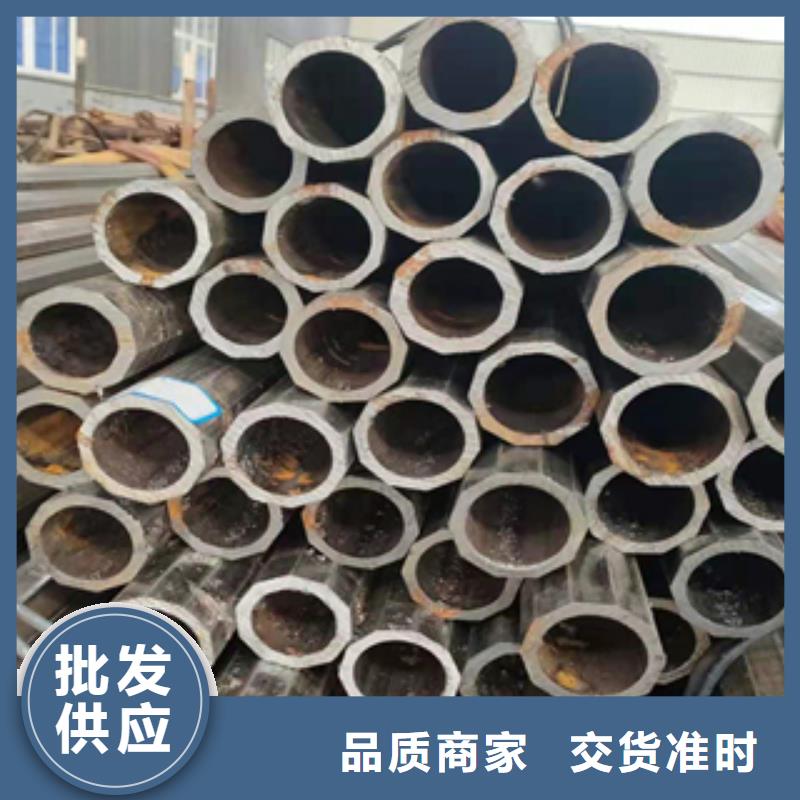
精密光亮无缝钢管是一种通过精拔或冷轧处理后的一种高精密的钢管材料。由于精密光亮管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密光亮管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
精密光亮管工艺简介:
优质碳钢、精轧、无氧化光亮热处理(NBK状态)、无损检测、钢管内壁以专用设备刷洗并经过高压冲洗、钢管上防锈油作防锈处理、两端封盖作防尘处理。 精密光亮管主要特点: 钢管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。
精密光亮管主要用途:
汽车、机械配件等用对钢管的精度、光洁度有很高要求的机械。而现在的精密钢管用户不仅仅是对精度、光洁度要求比较高的用户了,因精密光亮无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节省工、料、时的损耗,将无缝钢管或者圆钢正慢慢的转变为精密光亮无缝钢管。
精密光亮管常用规格
10# 0.07~0.13 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035 20# 0.17~0.23 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035 35# 0.32~0.39 0.17~0.37 0.35~0.65 ≤0.035 ≤0.035 45# 0.42~0.50 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035 40cr 0.37~0.44 0.17~0.37 0.50~0.80 ≤0.035 ≤0.035 0.08~1.10 25Mn 0.22~0.2 0.17~0.37 0.70~1.00 ≤0.035 ≤0.035 ≤0.25 37Mn5 0.30~0.39 0.15~0.30 1.20~1.50 ≤0.015 ≤0.020
无缝光亮管承受压力计算公式
一:以知无缝光亮管外径规格壁厚求能承受压力计算方法 (精密光亮无缝钢管不同材质抗拉强度不同) 压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)
二:已知精密光亮无缝钢管外径和承受压力求壁厚计算方法: 壁厚=(压力*外径*系数)/(2*钢管材质抗拉强度)
三:精密光亮无缝钢管压力系数表示方法: 压力P<7Mpa 系数S=8 7<钢管压力P<17.5 系数S=6 压力P>17.5 系数S=4



减小总减径率和单架减径率以及优化孔型参数后,对114mm×22mm成品钢管进行实物取样,通过实际测量数据,表明“内六方”程度显著降低,达到了标准,并完全满足用户需求。通过对优化前后所测的数据比较,可以得知,应用优化后的114mm孔型所生产出的钢管“内六方”度量值明显减小。
结论
生产实践证明,114mm机组三辊式十四架两电机集中差速传动微张力减径机,可以通过减小总减径率和单机架减径率以及选择合理的孔型设计,来减少直至微张力减径钢管的“内六方”缺陷。


冷拉管变薄拉延(ironing)
凸模和凹模之间的间隙小于坯料的厚度、坯料在拉延成形过程中厚度得到预计减薄的塑性加工方法
通常,变薄拉延是后续拉延工序,其坯料是在前面工序里得到的空心圆筒形半成品。在变薄拉延工序中,坯料内径一般变化不大。变薄拉延用于减小制件表面粗糙度、提高制件侧壁板厚均匀度以及制件尺寸精度等方面。此外,用在使制件不降低刚度只减轻重量等方面也是有效的。
变薄拉延的特点是在坯料与模具的接触表面上作用着很大的法向应力和在坯料的内外表面上作用有方向相反的摩擦力。摩擦力方向相反是由于拉延时,当坯料被拉过凹模时,作用在与凹模接触的坯料外表面上的摩擦力的方向与拉延方向相反。而与此同时,由于变薄坯料被拉长,坯料沿凸模反拉延方向滑动时,作用在与凸模接触的坯料内表面上的摩擦力的方向则与拉延方向相同。
变薄拉延时,变形区的尺寸与坯料相比一般是较小的,而且其轴向的上下两边在整个变形过程中,几乎都被坯料侧壁的不变形部分限制着。对变薄拉延工序的应力和变形规律进行理论分析,可以采用近似平衡方程和塑性条件联解法、滑移线法及能量法,其中能量法(见变形力学问题的能量解法)是适合的分析方法。
变薄拉延的变形程度用坯料侧壁厚度的变薄率或大断面减缩率来表示,变薄率ψB(%)以下式计算:
ψB=(t0-t1)/t0×100
式中t0为坯料的壁厚;t1为制件的壁厚。实际加工时,变薄率不超过30%~40%。在采用串连式(阶梯式)连续变薄拉延时,每道工序可取3%~5%的厚度变薄率。
变薄拉延的成形极限为制件在成形过程中的破裂。制件破裂时的凸模力Pmax(kN)可按下式计算:
Pmax≈π(dp+t1)t1σb
式中dp为凸模直径,mm;t1为制件侧壁的厚度,mm;σb为制件材料的抗拉强度,MPa。
变薄拉延成形所需的成形力可按下式确定:
P≈(1/1000)πdpt12τs(1+fcosθ)ln(t0/t1)
式中τs为制件材料的剪切屈服强度,MPa;f为材料与模具之间的摩擦系数;θ为凹模斜面倾角。当P=Pmax时,变薄拉延成形达到极限变形状态。
变薄拉延时,润滑对改善成形条件、提高成形极限是十分重要的。适用的润滑剂有大豆油、加耐压添加剂的混合油、矿物油+石墨、二硫化钼等固体润滑剂、硫化性薄膜以及金属薄膜等。在凹模一面进行润滑是有效的。在凸模一面则以不进行润滑为好。但为了加工后成形件的卸料,进行适量润滑也是必要的。
变薄拉延的成形力并不完全由凸模施加到坯料变形区上,其中一部分由被强迫压在凸模侧面部分的坯料所承受。当凸、凹模间隙取为坯料厚度的90%时,成形极限将有所增大。但凸、凹模间隙过小时,随着坯料厚度变薄率的增加,成形极限会急剧减小。



产品



- 不锈钢复合管全国发货 2026-04-07
- 专项资金品质 2026-04-07
- 紫铜板百搜不如一问 2026-04-07
- 卡地亚专业供货商 2026-04-07
- 控释肥设备-控释肥设备厂家直销 2026-04-07
- 白酒实地货源 2026-04-07
- 优质变压器供应商 2026-04-07
- 路名牌灯箱厂家设备齐全 2026-04-07
- 灯光护栏、灯光护栏厂家-型号齐全 2026-04-07
- 滤水管经验丰富 2026-04-07
- 绥江通风气楼顺坡通风天窗采购 2026-04-07
- 新兴密集柜,档案室用密集架高品质现货销售 2026-04-07
- 宁国密集架资料库密集柜买的放心 2026-04-07
- 无缝管现货供应-可定制 2026-04-07
- 橡塑-量大价优 2026-04-07
- NM600耐磨钢板-NM600耐磨钢板价格实惠 2026-04-07
- 螺旋焊管企业-质量过硬 2026-04-07
- 高压水拉毛机市场价格 2026-04-07
- 双柏诚信的防复印纸厂家 2026-04-07
- 企石镇齿轮泵参数图片 2026-04-07
- 泰兴方管、方管出厂价 2026-04-07
联系方式
