您当前的位置:华尔网 » 深州华尔网 »深州产品 » 重信誉不锈钢电解抛光设备厂家直销
重信誉不锈钢电解抛光设备厂家直销
更新时间:2026-03-30 20:25:48 ip归属地:衡水,天气:阵雨转阴,温度:6-15 浏览:1次


- 发布企业
- 金辉杰电解抛光设备厂(衡水市深州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢电解抛光设备
- 所在地
- 龙岗区横岗塘坑路
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 罗生 请说明来自华尔网,优惠更多
详细介绍
以下是:衡水市深州市重信誉不锈钢电解抛光设备厂家直销的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 名称 | 电解抛光设备 |
| 功率 | 15KW |
| 型号 | JHJ-605 |
| 范围 | 重信誉不锈钢电解抛光设备供应范围覆盖河北省、衡水市、深州市、桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区等区域。 |
【金辉杰】持续拓展产品矩阵,现有安平不锈钢电解抛光设备用心服务、饶阳不锈钢电解抛光设备敢与同行比质量等,满足不同场景需求。重信誉不锈钢电解抛光设备厂家直销,金辉杰电解抛光设备厂(衡水市深州市分公司)为您提供重信誉不锈钢电解抛光设备厂家直销,联系人:罗生,电话:【0527-88266222】、【0527-88266222】。 河北省,衡水市,深州市 隋开皇十六年(596年),始于安平(今安平县)置深州。《元和郡县图志》卷第十七,深州:“以州西故深城为名”。民国二年(1913年),改深州为深县;1960年3月,改属石家庄市;1961年5月,改属石家庄专区;1962年7月,改属衡水地区;1994年7月4日,经国务院批准撤销深县设深州市;1996年7月10日,衡水地区改为地级衡水市,深州市仍属衡水市。
我们的重信誉不锈钢电解抛光设备厂家直销产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:衡水深州重信誉不锈钢电解抛光设备厂家直销的图文介绍


如何排除电解抛光故障1.新配电解液抛光后有点状腐蚀出现,这主要是电解抛光液配后通电量不足,要继续通电电解处理到药水呈微绿色。2.新配电解液抛光后光泽度不够理想。这是由于镍离子量不够,添加剂少或为溶解好就加入,以及温度太低造成的。继续电,将添加剂充分溶解后再加入或提高抛光温度可解决问题。3.零件凹部位和挂具接触点附近有黑灰色影形是由于零件接触点与夹具间有遮挡而切断了该部位上的电力线所致。改善夹具位置可解决问题。4.抛光后零件表面模糊是由于电解液密度太大,清洗不够。调整密度,用热水清洗。5.出槽时抛光件表面有较大凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛胚检查。



本公司坐落于龙岗区横岗塘坑路,衡水深州金辉杰电解抛光设备厂是一家生产 不锈钢电解抛光设备的专业厂家,公司具有雄厚的技术力量,先进的检测设备,不断优化企业管理,以市场需求为导向,科技进步为动力,积j i吸取同行业的先进经验,广泛征求用户意见,取得用户的亲睐和质检部门认可。 希望各行各业的朋友、领导光临指导,本公司将为广大客户提供更完美优质的服务。
公司秉承以质量求生存,以服务谋发展的宗旨和诚信、务实、创新、奋进的理念欢迎广大新老客户前来技术交流与合作。


电解解抛光的原理 。工件作为阳极接直流电源的正极。用铅﹑不锈钢等耐电解液腐蚀的导电材料作为阴极﹐接直流电源的负极。两者相距一定距离浸入电解液(一般以硫酸﹑磷酸为基本成分)中﹐在一定温度﹑电压和电流密度(一般低于1安/厘米2 )下﹐通电一定时间(一般为几十秒到几分)﹐工件表面上的微小凸起部分便首先溶解﹐而逐渐变成平滑光亮的表面。
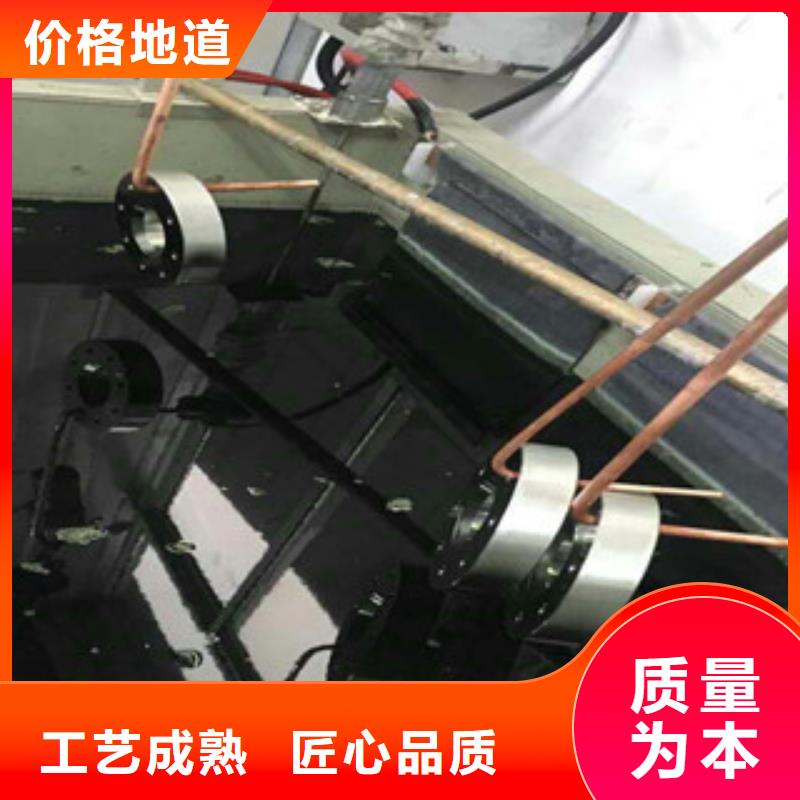
不锈钢电解抛光设备由整流器电源,电解槽,加热设备,夹挂装置,过滤设备,电解阴极,电解阳极,温控设备,循环设备,清洗设备组成。



电解抛光看似简单,一个槽一台整流器装上药水就可以电解了。但真正要想做好电解抛光,其中还是有许多需要注意的细节,金辉杰公司根据多年的经验总结以下几点,希望对各位想从事由化学抛光的朋友提供帮助:
一、 电解槽的设计:电解槽常见的是长的两边做为负极,阴极材料一般采用不溶性的金属如:铅板、铅条、不锈钢板、钛板都可以。做为阴极的铅板一般宽约20~30公分,每隔10~15公分挂一块,阴极接整流器的负极电源。阳极为工作极,用来连通挂具做产品的电解。阳极即为一根铜杆固定在电解槽中间即可,一头接整流器的正极电源。电解槽的大小一般要根据所需的产能来设计,但要注意的是底部离挂且至少要留15公分以上的距离,液面一般要完全浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。如:上挂后的挂具总尺寸为高60公分,宽30公分,槽的尺寸高应为1米,宽90公分为宜。电解槽宜采用优质耐高温的PP塑胶类材料焊接而成,超出1立方以上还应该进行外围槽钢加固。
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
一、 电解槽的设计:电解槽常见的是长的两边做为负极,阴极材料一般采用不溶性的金属如:铅板、铅条、不锈钢板、钛板都可以。做为阴极的铅板一般宽约20~30公分,每隔10~15公分挂一块,阴极接整流器的负极电源。阳极为工作极,用来连通挂具做产品的电解。阳极即为一根铜杆固定在电解槽中间即可,一头接整流器的正极电源。电解槽的大小一般要根据所需的产能来设计,但要注意的是底部离挂且至少要留15公分以上的距离,液面一般要完全浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。如:上挂后的挂具总尺寸为高60公分,宽30公分,槽的尺寸高应为1米,宽90公分为宜。电解槽宜采用优质耐高温的PP塑胶类材料焊接而成,超出1立方以上还应该进行外围槽钢加固。
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
重信誉不锈钢电解抛光设备厂家直销_金辉杰电解抛光设备厂(衡水市深州市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:罗生,龙岗区横岗塘坑路。