公司新闻
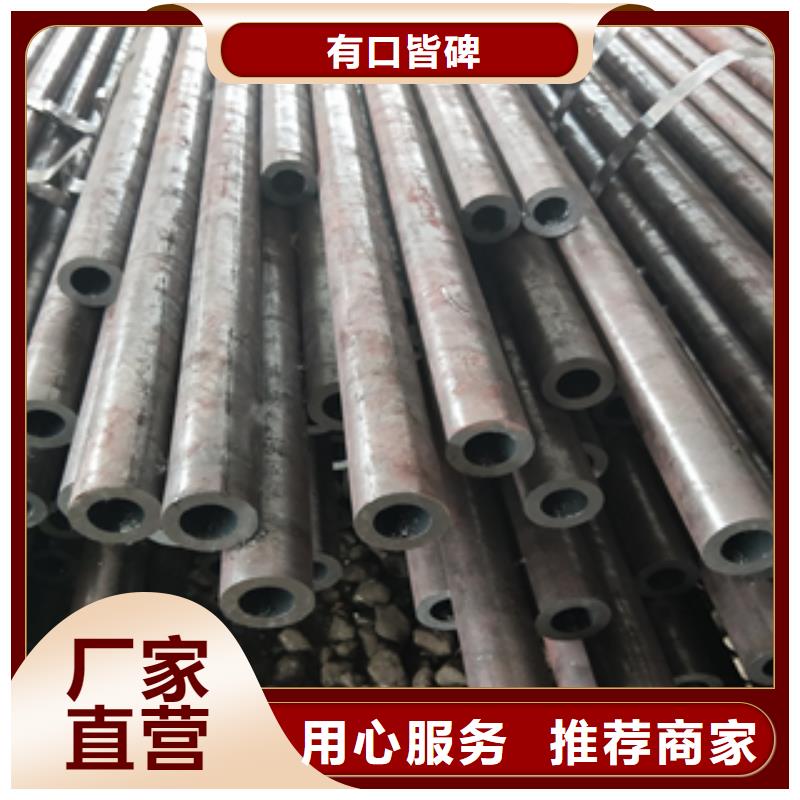
无缝钢管-可货到付款
更新时间: 2026-03-31 00:00:14 ip归属地:资阳,天气:阴转小雨,温度:12-20 浏览:1次
以下是:资阳市简阳市无缝钢管-可货到付款的产品参数
【淳源】以匠心打造多元场景产品,涵盖乐至无缝钢管高性价比、安岳无缝钢管批发价格、雁江无缝钢管用心做品质等。无缝钢管-可货到付款,淳源管业(资阳市简阳市分公司)为您提供无缝钢管-可货到付款的资讯,联系人:李广辉,电话:【18762195566】、【18762195566】。
想知道无缝钢管-可货到付款产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:资阳简阳无缝钢管-可货到付款的图文介绍

淳源管业有限公司
资阳简阳淳源管业有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“资阳简阳质量奖”、“资阳简阳名牌产品”、资阳简阳“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 无缝钢管设计理念和制造技术的基础上,全力对 无缝钢管进行改型设计,与国际同类产品接轨,占领市场制高点。


钢铁工业运行情况产量创历史高水平。2013年1-6月,全国累计生产粗钢3.9亿吨,同比增长7.4%,增速较去年同期提高5.6个百分点。前6个月,粗钢日均产量215.4万吨,相当于年产粗钢7.86亿吨水平。其中,2月份达到历史高的220.8万吨,3-6月份虽有回落,但仍保持在210万吨以上较高水平。分省区看,1-6月,河北、江苏两省粗钢产量同比分别增长6.8%和13.2%,两省合计新增产量占全国2694万吨增量的42.4%,另有山西、辽宁、河南和云南等省增产也在100万吨以上。分企业类型看,1-6月,重点大中型钢铁企业粗钢产量同比增长5.5%,低于全国平均增幅2个百分点,但仍有60%的增产来自重点大中型钢铁企业。
钢材价格低位运行。2013年1-6月,国内钢材市场整体表现低迷。随着粗钢产能大幅释放,市场供需陷入失衡状态,钢材价格步入下降通道,已弱势下跌4个多月。截止2013年7月26日,钢材价格指数降到100.48点,低于年初6.6点。钢铁工业协会重点统计的八个钢材品种价格比年初均有不同程度的下降,平均跌幅5.7%。分品种来看,占我国钢材产量比重较大的建筑用线材、螺纹钢价格跌幅分别达4.9%和6.7%,中厚板和热轧卷板价格跌幅分别达5.7%和9.7%。
钢材价格低位运行。2013年1-6月,国内钢材市场整体表现低迷。随着粗钢产能大幅释放,市场供需陷入失衡状态,钢材价格步入下降通道,已弱势下跌4个多月。截止2013年7月26日,钢材价格指数降到100.48点,低于年初6.6点。钢铁工业协会重点统计的八个钢材品种价格比年初均有不同程度的下降,平均跌幅5.7%。分品种来看,占我国钢材产量比重较大的建筑用线材、螺纹钢价格跌幅分别达4.9%和6.7%,中厚板和热轧卷板价格跌幅分别达5.7%和9.7%。



15crmo无缝钢管焊接时应注意
焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、4。按方案Ⅰ焊
方案Ⅰ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min
盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25
方案Ⅱ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /
盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24
接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。
焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、4。按方案Ⅰ焊
方案Ⅰ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min
盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25
方案Ⅱ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /
盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24
接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。



15CrMo焊接性
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,T1G焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。
焊后热处理
采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。具体采用JL-4型履带式电加热器(1146×310)包绕焊缝,用硅酸铝棉 [1] 层保温,保温层厚度50mm,温度控制采用DJK-A型电加热器自动控温仪。
焊接工艺评定试验结果
试验方案 拉伸试验 弯曲试验 冲击韧性试验aky(J/cm2)
抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7

在资阳市简阳市采购无缝钢管-可货到付款请认准淳源管业(资阳市简阳市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李广辉-【18762195566】)。
产品
其他新闻
- 防辐射铅门-欢迎新老客户实地考察 2026-03-31
- 吸音板品种多价格低 2026-03-31
- CPVC电力管厂家技术领先 2026-03-31
- 干燥机库存量大 2026-03-31
- 碳纤维加固生产厂家有样品 2026-03-31
- 球墨铸铁井盖品质与价格同行 2026-03-31
- 注浆管品种齐全的厂家 2026-03-31
- 5K天沟基本介绍 2026-03-31
- 优选:法兰盘批发商 2026-03-31
- 螺旋钢管供货稳定 2026-03-31
- 凤冈独流软芯接地线 2026-03-31
- 邢台柏乡S275JO角钢制作厂家 2026-03-31
- 石家庄凿井绞车JTP型矿用绞车专注细节专注品质 2026-03-31
- 防火泥_快来了解 2026-03-31
- 排屑机-专注排屑机十多年 2026-03-31
- 常年供应异型管-价格优惠 2026-03-31
- 劈裂机市场行情 2026-03-31
- 找撬装加油站厂家选金水龙金属容器有限公司 2026-03-31
- 山阴化粪池清理源头厂家报价 2026-03-31
- 应县化粪池清理本市配送 2026-03-31
- 右玉化粪池清理大品牌 2026-03-31
联系方式
