供应方管的厂家
更新时间:2026-03-31 20:49:29 ip归属地:临沂,天气:阴转小雨,温度:7-20 浏览:2次

- 发布企业
- 必达信通金属制品(临沂市苍山县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 景观不锈钢桥梁护栏
- 所在地
- 兴隆钢材市场
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 刘经理 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 规格 | 20*20*1-1200*1200*30 |
| 长度 | 6-12米 |
| 产地 | 宝钢 |
| 包装 | 困装 |
| 是否定制 | 现货 |
| 起订量 | 1吨 |
| 交货期 | 3天 |
| 范围 | 供应方管的供应范围覆盖山东省、临沂市、苍山县、兰山区、罗庄区、沂南县、郯城县、沂水县、费县、平邑县、莒南县、蒙阴县、临沭县等区域。 |
临沂苍山必达信通金属制品有限公司衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 景观不锈钢桥梁护栏产品,欢迎来人来电、来函洽谈!


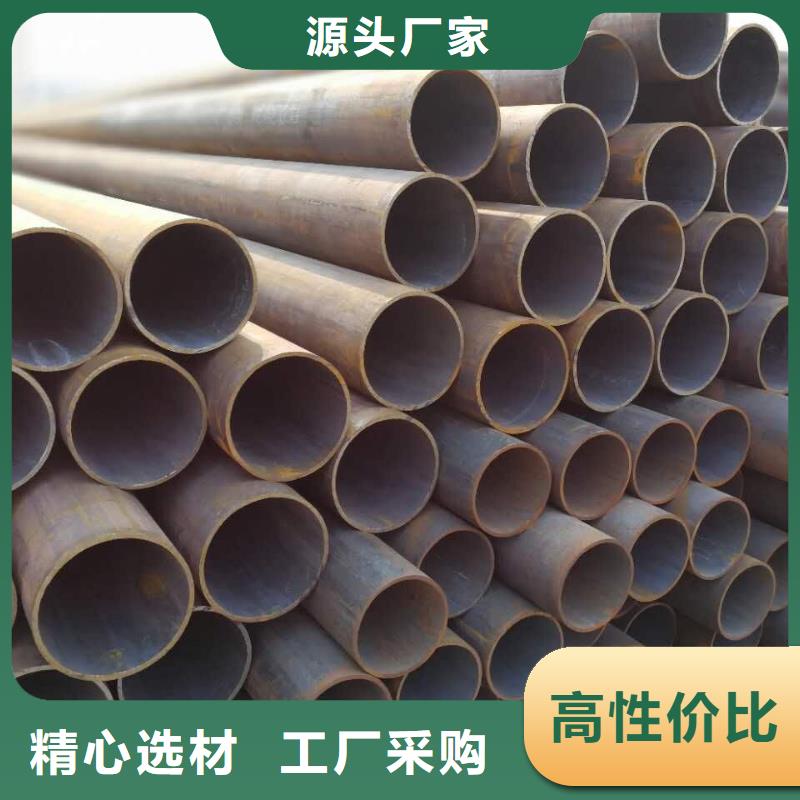
钢管产品的钢种与品种规格极为繁多,其性能要求也是各种各样的。所有这些应随着用户要求或工作条件的变化而加以区分。通常,钢管产品按断面形状、生产方法、制管材质、联接方式、镀涂特征与用途等进行分类。钢管按横断面形状可分为:圆钢管和异形钢管。异形钢管是指各种非圆环形断面的钢管。其中主要有:方形管、矩形管、椭圆管、平椭管、半圆管、六角形管、六角内圆管、不等边六角形管、等边三角形管、五角梅花管、八角形管,凸字形管、双凸形管。双凹形管、多凹形管、瓜子形管、扁形管、菱形管、星形管、平行四边形管、带肋管、滴状管、内翅片管、扭异管、B型管、D型管以及多层管等。钢管按纵断面形状又分为:等断面钢管和变断面钢管。变断面(或变截面)钢管是指沿管长方向上的断面形状、内外直径及壁厚等发生周期性或非周期性变化的钢管。其主要有:外锥形管、内锥形管、外阶梯管、内阶梯管、周期断面管、波纹管、螺旋管、带散热片的钢管以及带复线的枪管等。



聊城市必达信通金属制品有限公司规格范围:钢板厚度8-700mm,宽度1500-4020mm,长度3000-27000mm, 单重26.5吨,可根据客户需求定制更大规格钢板。交货状态:根据用户的使用要求,可按热轧、正火、回火、正火加回火、调质等不同状态交货。执行标准:根据用户使用要求,可按以下标准交货:标准,冶金行业标准,美国ASTM、ASME标准,日本JIS,德国DIN,英国BS,欧洲EN,ISO标准以及专用板有关标准等。质量级别:A、B、C、D、E及厚度方向Z15、Z25、Z35。探伤标准:可按照中国(JB4730,GB/T2970)、美国(A435、A577、A588)、日本(JISG0801、JISG0901)、德国(SEL072)、英国(BS5996)、法国(NFS04-305)等探伤标准生产检验。



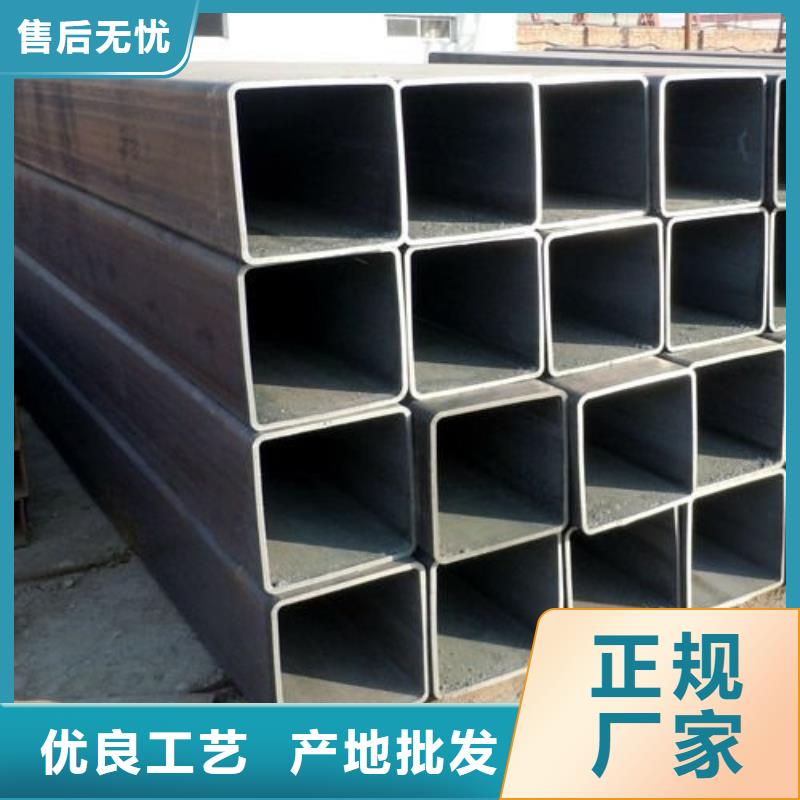
方管工具除锈:主要使用钢丝刷等工具对方管表面进行打磨,可以去除松动或翘起的铁锈、氧化皮、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若方管、焊管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。方管表面清洗:利用溶剂、乳剂清洗矩形管表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除矩形管表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。3、方管喷(抛)射除锈:喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对矩形管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且方管,焊管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于矩形管内表面处理,抛丸(砂)除锈主要用于钢管外表面处理。4、方管的酸洗:一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。


聊城市必达信通金属制品有限公司一般用无缝钢管是用s275jr,s275jo,s275j2等优质碳结钢s355jr,s355jo, s355j2等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB、34crmo4、42crmo4等合结钢热轧或冷轧制成的。10、20、1010、1020、1025、1035、1045等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。

