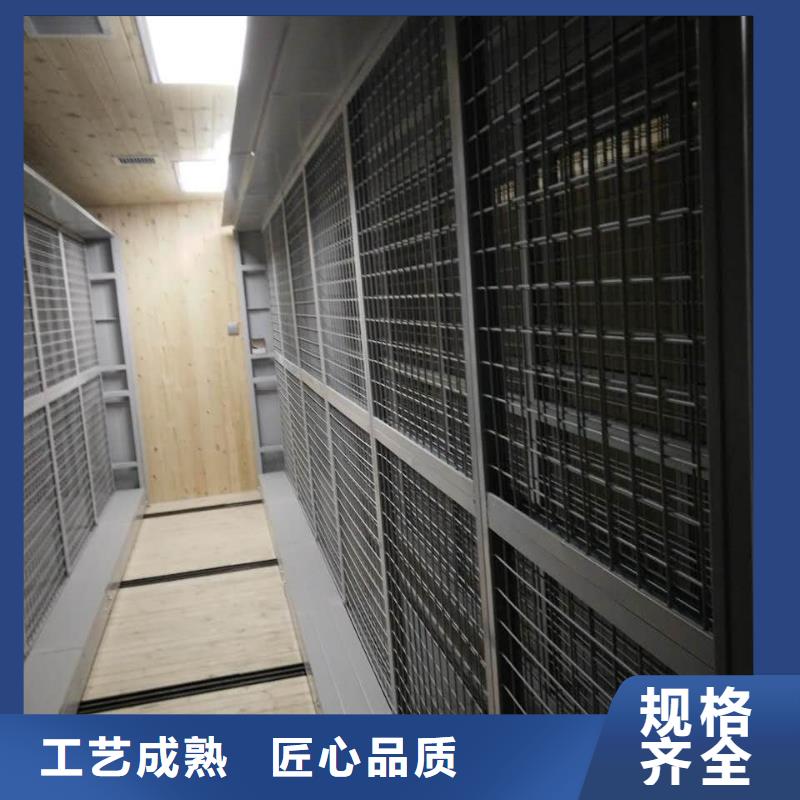
密集架基本介绍
更新时间:2026-01-06 06:30:32 ip归属地:常德,天气:多云转晴,温度:1-10 浏览:2次


- 发布企业
- 金虎柜业(常德市桃源县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 手动密集架厂家
- 所在地
- 武邑县桥头工业区
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 赵先生 请说明来自华尔网,优惠更多
详细介绍

河北金虎柜业有限公司
密集柜技术参数
一、轨道:轨道板δ=3.0mm优质钢板,方钢采用20×20mm方钢;
二、底盘:底梁、轴承档δ=3.0mm; 优质冷轧钢板;表面电喷塑;喷塑前经严格去油锈和磷化处理;底盘采用整焊接,刚性足,不变形,表喷塑。
三、架身:★立柱(正面压双圆筋)δ=1.5mm;★层板(压双圆筋)δ=1.0mm, 生产的优质冷轧钢板;架体结实,坚固,设计新颖,安装规范,层数和距可自由调整,表面亚光塑。★挂板(压筋结构)δ=1.0mm。
四、门面: 门框δ=1.0mm, 门板δ=1.0mm; 优质冷轧钢板; 门面平整,款式新颖,表面亚光喷塑。
五、★侧板(方边)δ=1.0mm; 优质冷轧钢板。
六、传导机构:(1)轴承P204, E级 双排珠心;(2)实心轴φ20,45#钢;(3)连接钢管φ25×2.5,无缝钢管;(4)铁滚轮HT20-40;(5)链轮ZG45, 滚齿精制;(6)摩托车链条FR420, φ8.5节距12.7;传动机构配合精度高,定位可靠,传动轻便灵活,摇力轻,动行平稳,性能达到或超过 标准;(7)摇盘ZG45, 塑钢,造型美观大方,手感舒适,把手为折叠式,避免通道障碍,摇动任意一列均不会带动其它把手转动。
七、摇手体总成:滚轮轴承,双向超越离合器结构;造型美观大方,手感舒适,把手为折叠式,能避免通道障碍,摇动任意一列均不会带动其它把手转动。
八、制动装置:边列锁定装置808锁;中间列制动装置;每列均装有制动装置,操作方便,制动可靠使用存取。
九、防震装置:磁性密封条;每列接触面均有缓冲及密封装置,具有良好的防震、防尘。
十、顶板、防尘板δ=1.0mm; 优质冷轧钢板;每列接触面均有缓冲及密封装置,具有良好的防震、防尘、防鼠、防光、防潮、防火功能。
十一、防倾倒装置δ=3.0mm优质冷轧钢板。
十二、表面处理:高压静电喷塑,热固性粉末,粉末。
十三、紧固件:国标。
十四、其他性能说明:
(1)密集架可沿导轨自如地移动开合,便于查询、便于管理。
(2)多跨距多层距,且跨距、层距任意调整、任意组合、强度、牢固度稳定可靠。
(3)产品结构合理,有限位装置、防鼠装置、防尘装置等。
(4)密集架整体采用 优质冷轧钢板精工制造,材料经除油、去锈、磷化等(预擦洗-脱脂-水洗-表调-磷化-水洗-水洗-流动清洁水清洗-烘干)十道工序前处理,采用国际 流行色亚光静电自动喷粉,高温固化而成,提高其防锈蚀性能。架体外观设计要求精美,线条流畅,库房整洁美观,操作轻便灵活,运行平稳;具有良好的防盗、防光、防高温、防火、防潮、防尘、防鼠、防虫功能。
(5)立体感强,互换性好,安装方便,外形美观、大方,适于批量操作。


质量保证措施
我公司生产的手动密集书架(柜),是借助人手摇动,在导轨上运行的,由活动架列和固定架列组成的能分散和紧密集合的书架(柜)列组合。在设计和生产、检验、包装、安装等过程中,严格执行GB/T13667.3-2003手动密集书架技术条件。
我公司有严格的《质量体系管理程序》,并于2001年10月通过ISO9001国际质量管理体系认证。我公司这次投标能中标的话,会严格执行招标文件中对材质和技术条件中的要求,并且严格按《用户需求书》中要求的项目、数量、规格生产。
我公司生产密集架(柜),架(柜)体内储藏利用率大于80%,摇动部分根据用户要求,采用圆盘摇柄式,摇柄可折叠,以便通道畅通;每列都设有制动装置,工作人员摇开架列存取资料时,可避免其他工作人员再摇动架列,保证了工作人员的人身;我公司生产的密集架(柜)同时还具有防盗、防火、防潮(如果密集架安装在地下室,应配备除湿机)、防光、防鼠装置。
生产工艺情况。剪板机下料采取前后定位和垂直定位,下料尺寸精度高,垂直度好。所有连结孔均由冲床用专用模具冲出,冲孔直径范围φ3-50。孔中心距一致,安装方便。其它零件需要冲床加工时,全部采用成型模具,其它零件需要的冲床加工时,全部采用成型模具,我公司用于生产的冲床模具达300余件。折弯机采取前后定位,各折弯尺寸全部由模具保证。总之,我公司全部采用模具化生产,互换性强,安装方便,承载能力大,整体钢性好,产品外观整齐。钢制品喷塑前均经磷化处理。我公司有全自动静电粉末喷涂生产线,其生产能力在全国也是名列前茅。
我公司生产钢制密集架(柜)系列产品的检验标准严格按GB/T13667.1~13667.3-92中的有关规定执行。每标准节组装后,外形尺寸的极限偏差为±2mm。立柱与导轨平面的垂直度不大于2mm。传动机构应转动灵活、平稳,不得有失灵现象。导轨安装后,其平行度偏差不大于1.0mm/m,全长不大于2mm。每两条导轨之间的平行度偏差小于2mm。导轨对接处高低差不大于0.3mm。由段组成的底梁装配后必须平直,直线度不大于0.5mm/m,全长不大于2mm。各零件、组合件表面应光滑、平整、不得有尖角、突起。所有焊接件应牢固,焊痕光滑平整。生产现场的检验认真执行“三检”制。生产工人自检,生产工人互检,即下道工序检验上道工序的零件,下道工序就是上道工序的客户,用户之间在质量上必须负责;专职检验检。专职检验具有判定零件是否合格的权威性,任何人不得对检验施加压力。这样在生产现场就行成了人人严把质量关,全员参加质量管理的好风气,好习惯,使公司的质量管理工作能落实到实处。出厂检验为抽检,抽取样品数为5%,检验项目全部合格时,为通过出厂检验,叛该批产品出厂检验合格,并开据出厂合格单。出厂检验项目中有一个不合格时,则进行重新抽样,数量加倍。加倍检验不合格时,判定该批产品出厂检验不合格,并立即隔离和追查原因。施工现场安装结束后,由安装负责人组织自检,自检合格后清理现场,达到设备干净,现场无杂物,然后通知用户验收。



不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
常德桃源金虎柜业有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,常德桃源金虎柜业有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【手动密集架厂家】产品、良好服务回馈社会!



原材料入库管理制度
1、供货商于送交物料时,必须填写“进料验收单”,一式四联,详细填写订购单号码,日期,品名,料号,数量,并送到点收处。
2、将“进料验收单”于本公司“订购单”核对。
3、资材部点收人员对供货上所送的物料进行点收,核对物料于“进料验收单”无误后,再核对订单数量于所交数量是否相符,是否有超交现象。
4、超交的物料以退回为原则,但可以考虑让厂商寄存,而不作进料验收的处理。
5、点收人员核对无误后,在“进料验收单”上签章,并将其内容转让于“原材料暂收日报表”
6、“进料验收单”第四联由厂商留存作对账等凭证,其余三联转至品管部作进料检验用。
7、点收人员若在核对送交的物料时,发现数量不符,或混有其它物料,以及其它特殊情况时,要求供货商的送货人员立即修改“进料验收单”或予以拒收。
二、验收检查
1、原材料的验收检查,有品管部进料检查单位依“进料检验规定”实施检验。
2、进料检验结果有三种,即合格(或允收),不合格(或拒收)于特采声(或让步接收)。
3、判定合格时,必将良品总数填入“进料验收单” 至第三联的合格栏内并签字,经权现主管核对后,第三联品管部留存, 至第二联转交仓管人员,以利入库手续。
4、判定不合格时,须于“进料验收单” 至第三联上注明,并签字,同时填写“不合格通知单”一式两联,经权责主管审核后,留存“进料验收单”第三联及“不合格通知单”第二联,将“进料验收单” ,第二联转仓管人员,将“不合格通知单” 联转采购人员,以利退货手续。
5、判定不合格而暂收的物\料应予以退货,但因实际需要,须对暂收的物料的一部分或全部进行特采使用时,依“进料检验规定”中有关特采的流程特采。
三、暂收退货
判定不合格时,暂收中的物料须退货,按下列规定处理:
采购人员近接获“不合格通知单”后,应联络厂商退货手续。
、仓库人员核对退货物品是否与“进料检验单”记录一致,并留存第二联, 联送交财务部。
仓库人员与厂商核对清点物料数量,品名一致时,进行物料交接,并在“原材料暂收日报表”上注明,同时请厂商签字。
仓库人员依公司物品出厂管理相关规定,协助厂商退货物料出厂手续
四、入库作业
判定合格的物料,应入库手续。
仓库人员核对物料数量与合格总数是否相符,于安排物料进入仓库后,在进料验收单时收入库数栏内填上实收数呈,经权责主管审核后,留存第二联,将 联转财务部。
仓库人员依“进料检验单”与“原材料暂收日报表”,将物料登记与库存帐卡及账册内。
特采处理
判定特采的物料,应入库手续。
特采的物料数量由品管部确认,并提出必要的处理方式或比例,填注于“特采申请单”的对策栏内。
“进料检验单”上应注明特采,并标注扣款金额。
仓库人员参照合格物料流程入库手续。
河北金虎柜业有限公司

