公司新闻
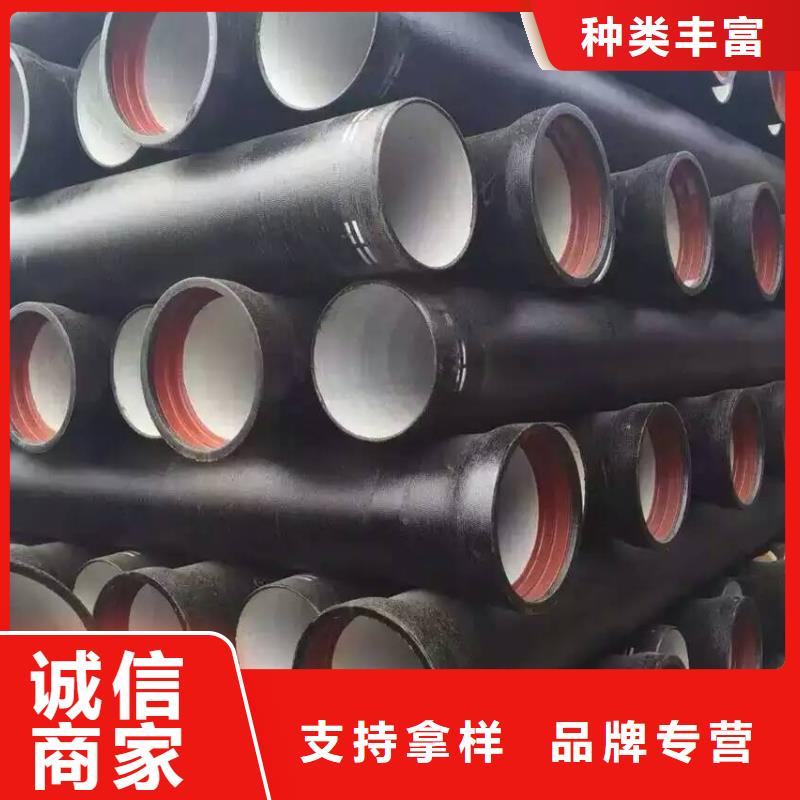
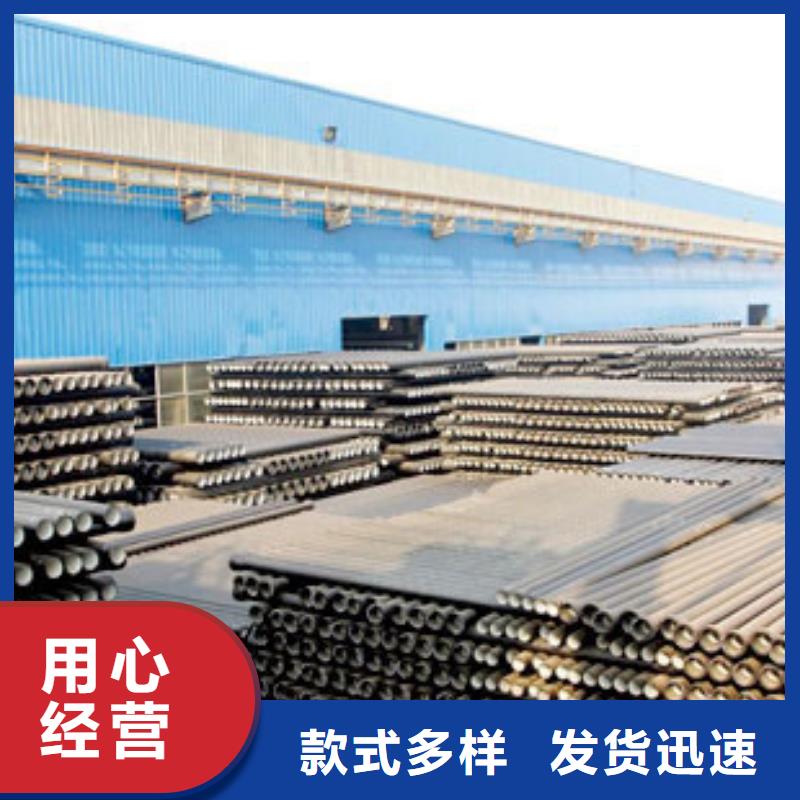
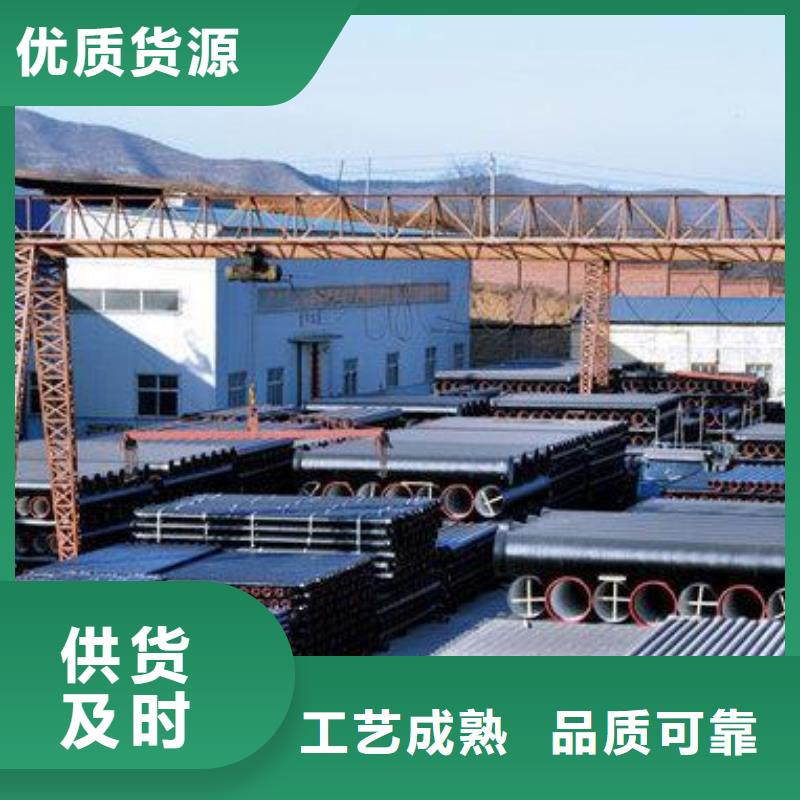
诚信的球墨铸铁管生产厂家
更新时间: 2026-04-02 09:53:27 ip归属地:保山,天气:多云,温度:10-23 浏览:1次
以下是:保山市施甸县诚信的球墨铸铁管生产厂家的产品参数
【】为您提供昌宁球墨铸铁管设计制造销售服务一体、龙陵球墨铸铁管详细参数、腾冲球墨铸铁管售后无忧、隆阳球墨铸铁管定制定做等多元产品与服务。诚信的球墨铸铁管生产厂家,球墨铸铁管生产厂家(保山市施甸县分公司)为您提供诚信的球墨铸铁管生产厂家产品案例,联系人:徐经理,电话:【0527-88266888】、【0527-88266888】。 云南省,保山市,施甸县 施甸县,云南省保山市辖县,位于云南省西部边陲,怒江东岸,保山市南部,地处东经98°54′—99°21′,北纬24°16′—25°00′之间,东隔枯柯河与昌宁县接壤,南以勐波罗为界与临沧市为邻,西隔怒江与龙陵县相望,北连隆阳区。县城距保山市政府60公里,距省会昆明市654公里。总面积2009平方公里,施甸县属中亚热带为主体的低纬山地季风气候,年平均气温17.6℃。境内地形属怒山尾翼山地峡谷区,地势大致北高南低,河流属怒江水系。截至2022年,施甸县辖5个镇,8个乡,县政府驻甸阳镇。根据第七次人口普查数据,截至2020年11月1日零时,施甸县常住人口为293022人。
我们的现场实拍视频将带您走进诚信的球墨铸铁管生产厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:保山施甸诚信的球墨铸铁管生产厂家的图文介绍


1973 年开发了铸铁管环氧粉末涂装技 术,在关西地方城市开始采用。 1977 年铸铁管 协会 ( 现为球墨铸铁管协会 ) 制定了涂装标准 JDPAZ 2006 “自来水用球墨铸铁异型管环氧树脂粉末涂装 (Dg 75 ~ 250 mm) ”。在那以后对直管也采用环氧树脂粉末涂装,使用城市也增加了。为了扩大应用范围,当时要求扩大适用口径。 1979 年日本铸铁管协会制定了 JDPA Z 2016 “球墨铸铁管用内面环氧树 脂粉末涂装 ( Dg 75 ~ 350 mm) ”。 1980 年,作为直管、 异型管的通用标准, 日本自来水协会制定了 JWWAC 112 “自来水用球墨铸铁管内面环氧树脂粉末涂装 ( Dg 75 ~ 350 mm) ”。 1982 年,日本自来水协会制定标准 JWWA G 113 “自来水用球墨铸铁管”,环氧树脂粉末涂装与砂浆衬里均作为标准化内面防腐法。在自来水以外的领域,例如容易发生硫化氢的排水管路及工业用水管路也可以采用环氧树脂粉末涂装。 1984 年,日本排水协会标准 JSWAS G-1 附录 4 “排水用球墨铸铁管内面环氧树脂粉末涂装” 即为自来水系统以外的生产适用标准, 工业规格也制定了 JIS G 5528 “球墨铸铁管内面环氧树脂粉末涂装 (DN75-600) ”。近, JWWA G 112 、 113 改年号为 2004 , JDPA Z 2016 改年号为 2003 。其它球墨铸铁管的涂层标准有 JWWA K 135 — 2004 “自来水用液体环氧树脂涂料涂装方法”、 JWWA K 139 “自来水用球墨铸铁管合成树脂涂料”、 JDPA Z 2005 — 2001 “球墨铸铁管用聚乙烯套管”、 JDPA Z 2009 — 2002 “球墨铸铁管外面特殊涂装”、 JDPA Z 2010 — 2003 “球墨铸铁管合成树脂涂装”、 JDPA 之 2011— 2001 “球墨铸铁管内面液状环氧树脂涂装。



本厂销售 球墨铸铁管,产品质量保证,本着“专业专注、服务”的态度,我们坚信“诚信”才是生存的大道。“小胜凭智,大胜靠德”,欢迎新老客户来电咨询。 保山施甸球墨铸铁管生产厂家期待以优质的产品和服务,与您共创美好未来。


铸铁排水管总的来说分为三大类的,即W型无承口铸铁排水管,A型铸铁排水管,B型铸铁排水管.其中W型无承口铸铁排水管在安装施工中采用不锈钢柔性卡箍连接,A型铸铁排水管在安装施工中采用柔性法兰及密封胶圈连接的,B型铸铁排水管综合了W型和A型铸铁排水管的优点,直管部分采用W型无承口铸管的,管件采用双法兰结构了。这种连接组合既有A型接口连接强度高和安装便捷的优点,又因采用W型直管而降低了材料成本,可以加之B型管件设计结构较为紧凑,较A型管件节约安装空间的。但这三种管都有抗震性能好,密封性强,施工简便,便于维修,使用可靠等优点,因此又称之为抗震铸铁管了。电弧炉熔炼的优点是熔化固体炉料的能力强,而且铁液是在熔渣覆盖条件下进行过热和调整化学成分的,故在一定程度上能避免铁液吸气和元素的氧化。这为熔炼低碳铸铁和合金铸铁创造了良好的条件。电弧炉的缺点是耗电能多,从熔化的角度看不如冲天炉经济,故铸铁生产上常采用冲天一电弧炉双联法熔炼。由于碱性电弧炉衬耐急冷急热性差,在间歇式熔炼条件下,炉衬寿命短,导致熔炼成本高,故多采用酸性电弧炉与冲天炉相配合。



球铸铁炉前检验是其生产过程中不可缺少的一环,它直接关系到球墨铸铁件的质量。及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁质量。炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。实际生产中常用的炉前检验铁液球化情况的方法有以下几种。表面结皮及火苗判断稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。但是当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags" />50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。


W型机制排水系统地上部分安装工艺流程:接口安装程序将接口处的管外表面擦洗干净。将不锈钢卡箍先套在接口一端的管身上。在管接口外壁涂一些肥皂水作为润滑剂,将橡胶圈的一端套在管接口上(一般是套在已固定好的管子或管件这一端),并应套入至安装(主止水橡胶带处)规定深深度将橡胶圈的另一头向外翻转.将要连接的管件或直管的管口放入翻转的橡胶圈内,校准方位,与另一管端接口挤实,把翻转的橡胶圈口翻回正常状态。再次校准管道的坡度、垂直度、方位,初步用支(吊)架固定住管道、移动不锈钢卡套在橡胶圈外合适的位置,用专用套筒力矩扳手拧紧卡箍的紧固螺栓。对于有四道夹板的大口径管箍,中间的紧固螺栓先拧紧之后,再紧外侧的夹板螺栓,在所有情况下,夹板的紧固需交替进行,以便不锈钢舌板均匀收紧,直至力矩扳手滑扣,接口就算完成,然后将支(吊)架上螺栓拧紧,使管道牢固地定位。



在保山市施甸县采购诚信的球墨铸铁管生产厂家请认准球墨铸铁管生产厂家(保山市施甸县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:徐经理-【0527-88266888】)。
产品


其他新闻
- 水下工程合格才发货 2026-04-02
- 无缝钢管-无缝钢管大型厂家 2026-04-02
- 防撞护栏物超所值 2026-04-02
- 热轧无缝管生产厂家 支持定制 2026-04-02
- 水挖机老品牌高品质 2026-04-02
- 生产脱标机的厂家 2026-04-02
- 支持定制的钢板防护罩供货商 2026-04-02
- 裱糊类定做 2026-04-02
- 买天沟必看-专业品质 2026-04-02
- 物流批发-欢迎询价 2026-04-02
- 石家庄鹿泉S390金属切削刀具厂家热销 2026-04-02
- 普宁蒸汽发生器燃气蒸汽发生器直销厂家 2026-04-02
- 金山铸铁平台试验台铸铁底座经销商 2026-04-02
- 废锌类优选厂商 2026-04-02
- 楼体亮化全国包邮 2026-04-02
- 法兰盘1客户信赖 2026-04-02
- 裂石棒厂家在什么位置 2026-04-02
- 贴缝带价格资讯 2026-04-02
- 沾益不锈钢方管_不锈钢方管有限公司 2026-04-02
- 和政轨距块价格-生产厂家 2026-04-02
- #轨距块渭源#-价格实惠 2026-04-02
联系方式
