螺旋钢管-厂家为您在线服务
螺旋钢管和直缝钢管都属于焊接钢管系列,应用数量都是非常大,但是在价格方面螺旋钢管要比直缝钢管具有更大的优势。 目前市场上主流的螺旋钢管价格在2000元/吨左右,同等规格的直缝钢管价格在2400元/吨左右。可以说螺旋钢管的价格更低一些,在工程中具体应用什么样的规格,这主要取决于设计的要求,下面我们就对于螺旋钢管和直缝钢管做一下对比。以上两个产品左侧为螺旋钢管,右侧为直缝钢管,螺旋钢管的焊缝是螺旋形状,直缝钢管的焊缝是一条直线。直缝钢管是将热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产钢管。
螺旋焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,{芤}成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。


螺旋钢管退磁一般选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机之后,但退磁效果并不能使客户满意,问题在于直流退磁场只是产生反向半周磁场,只能让大口径螺旋钢管如何退磁内部剩磁反向部分抵消,对外表现的剩磁停留在所需的范围内,所以效果不很稳定。往往是在现场能够达标,经过搬运、敲打后, 磁场又超标了。其原因就是大口径螺旋钢管如何退磁内部的磁畴没有经过"磁锻炼"处于不很稳定状态。大口径螺旋钢管如何退磁剩磁的 标准是30GS以下,HT30D钢管退磁系统能够将钢管剩磁稳定退到10GS左右,以避 免在以后的运输过程中剩磁再反弹。 技术指标 外形尺寸: 工作电压:220V 工作电流:5-20A连续可调 工作频率:0-50Hz连续可调 退磁线圈内径尺寸:(按客户要求计)。
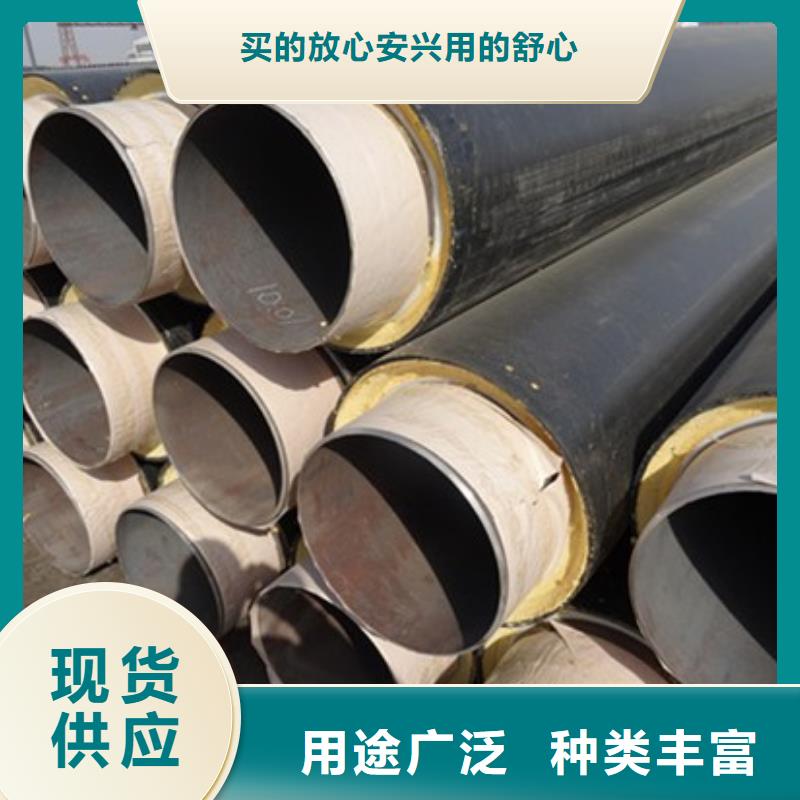
污水排放用Q235B螺旋钢管价格以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管对焊带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等。焊缝处理:螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。



螺旋焊接钢管焊缝内产生热裂纹,主要是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置 安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取 值,薄壁取小值。螺旋焊接钢管价格近期受各方面因素影响,价格涨势创近年新高。
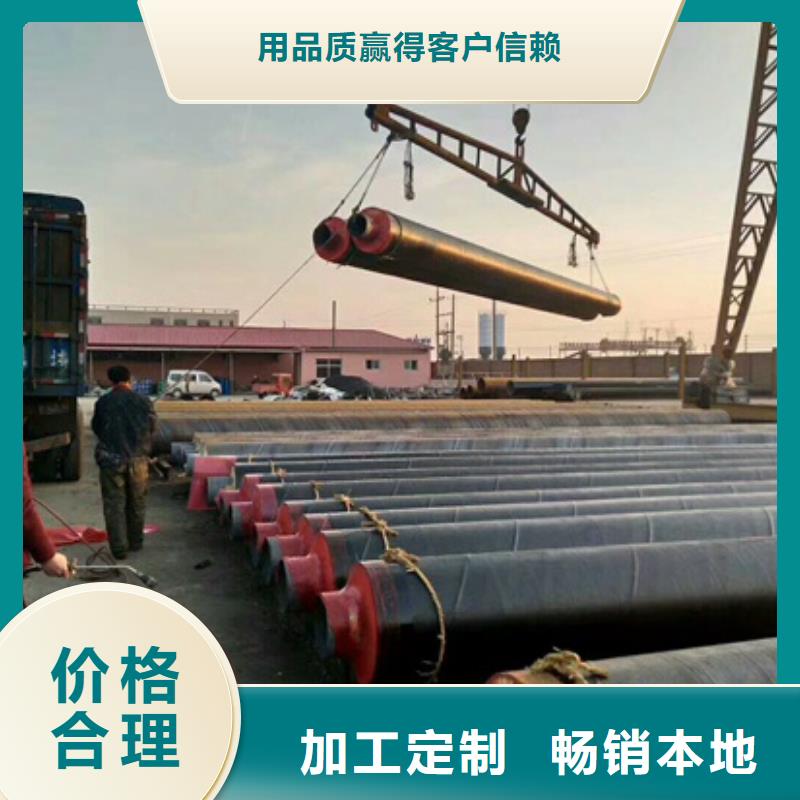
螺旋焊接钢管加工采用外控或内控辊式成型。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。螺旋焊接钢管加工采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 螺旋钢管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。螺旋焊接钢管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。螺旋焊接钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求,质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。
材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。



南充阆中盐山全通管道有限公司位于[地址。经营范围包括 螺旋钢管。我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。


排水用Q235B螺旋焊接钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。排水用Q235B螺旋焊接钢管通过冲击磨损试验,高钒高速钢的耐磨性是高铬铸铁的3.4倍,高锰钢的10. 5倍。因此,在居里点以下加热时,钢管的接边低管端温度不均匀的关键措施。综上所述,在冲击过程中,基体吸收能量产生大量孪晶,再加上VC及基体之 间存在的半共格关系,使得VC不容易从基体脱落。
螺旋钢管厂根据以上分析,并结合对其他耐磨性较好试样的观察,建立冲击条件下高银 速钢的磨损模型。Q235B螺旋焊管是现在市场上多的一种材质,而且螺旋钢管现货都是q235b的,q235螺旋钢管中的q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于q235螺旋钢管焊接方便,价格便宜。用途范围也是很多,就现在来说q235螺旋钢管是销量多的。Q235螺旋钢管中Q代表的是这种材质的屈服极限,后面的235,就是指这种材质的屈服值,在235MPa左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途广泛。是目前螺旋钢管中使用率 的材质。



- 聚丙烯酰胺基地 2026-02-24
- 劳力士四十张图好货不怕比 2026-02-24
- 不锈钢水箱资质全可信赖 2026-02-24
- 买NM400耐磨板必看-经验丰富 2026-02-24
- 耐候钢板送货上门 2026-02-24
- 新闻:沥青瓦厂家 2026-02-24
- 保质保量:拍门 2026-02-24
- 干式变压器厂家-规格全 2026-02-24
- 优质悍达500耐磨板厂家 2026-02-24
- 方矩管方管厂家价格优势 2026-02-24
- 修武电动隔断-电动玻璃隔断自产自销 2026-02-24
- 选P91合金无缝钢管认准亚广金属有限公司 2026-02-24
- 萨嘎排水板30mm厚排水板精选好货 2026-02-24
- 路名牌诚信经营 2026-02-24
- 宝齐莱四十张图厂家直售 2026-02-24
- 三通原厂直销 2026-02-24
- 不锈钢管复合管-咨询免费 2026-02-24
- 哈氏合金管_哈氏合金管 2026-02-24
- 诚信合作【凯美】雅安档案袋密集柜 2026-02-24
- 哪种好【凯美】延安档案室移动密集架 2026-02-24
- 诚信合作【凯美】朔州档案库密集架 2026-02-24
产品



联系方式
