您当前的位置:华尔网 » 连云华尔网 »连云产品 » 买密集架认准金虎柜业有限公司
买密集架认准金虎柜业有限公司
更新时间:2025-12-28 16:48:59 ip归属地:连云港,天气:晴,温度:-1-11 浏览:1次


- 发布企业
- 金虎柜业(连云港市连云区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 手动密集架厂家
- 所在地
- 武邑县桥头工业区
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 赵先生 请说明来自华尔网,优惠更多
详细介绍
以下是:连云港市连云区买密集架认准金虎柜业有限公司的产品参数
【金虎】为您提供灌云手动密集架厂家标准工艺、东海手动密集架厂家厂家直销直供、灌南手动密集架厂家品质无所畏惧等多元产品与服务。买密集架认准金虎柜业有限公司,金虎柜业(连云港市连云区分公司)为您提供买密集架认准金虎柜业有限公司的资讯,联系人:赵先生,电话:【17768165506】、【17768165506】。 江苏省,连云港市,连云区 连云区,江苏省连云港市市辖区,是连云港市的主城区之一,因境内有连云港港口而得名连云。地处江苏省东北部,东临黄海,南接灌云,西连海州,北靠赣榆,位于连云港对外开放的东段,新亚欧大陆桥东端起点,是国际枢纽海港——连云港港所在地。总面积836平方公里,实际管辖面积243平方公里,辖9个乡街道。根据第七次人口普查数据,截至2020年11月1日零时,连云区常住人口为292762人。
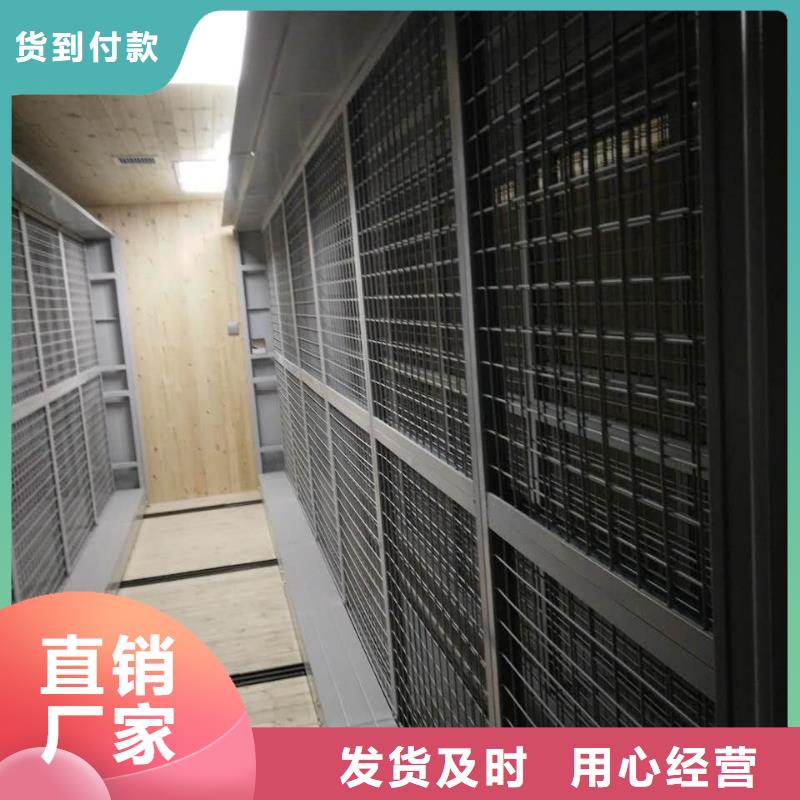
买密集架认准金虎柜业有限公司视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:连云港连云买密集架认准金虎柜业有限公司的图文介绍

本公司按招标文件产品要求,完全按照招标文件要求执行。
1、 所提供给贵公司的产品的规格、型号、材质、色泽、质量标准按 相关规范,满足贵公司产品要求,所有产品到货前提供样品,经双方确认后封样,以便贵方验收。
2、 产品到货,我方同意先组装一件,以便贵方进行抽样质检,凡我方产品与样品不符,贵方有权拒收我方产品,我方免费负责更换,直到符合产品质量要求为止。由此造成的一切损失我方承担。
3、 我方产品因所用原材料或加工工艺造成的质量和内外观缺陷问题,同我方负责解决并承担费用。
4、 从产品安装到位验收完成之日起,年检期1年,终身维修。


1、技术标准
技术标准采用中华人民共和国行业标准GB/T13667.3-2013《手动档案密集架技术条件》,参照档案局DA/T7-92《直列式档案密集架行业标准》。产品经产品质量检测部门检测认定,生产过程中材料、工艺均采用标准执行。
2、总体标准:
用材标准:密集架所用钢板均采用上海宝钢产优质国标产品。冷轧钢板标准为GB/T5213-88。技术标准符合GB11253-89、GB/T13667.1-92中5.1条的要求,材质为Q195-235。材料厚度按行业标准执行,确保密集架各项性能指标达到标准。
3、工艺说明
1)、表面处理:各部零件在涂覆前,进行除油、除锈、清洗、表调、清洗、磷化、二遍清洗,磷化处理按照GB6807.92标准进行,每道工序分槽处理,所用标准件及紧固件均氧化或镀锌处理。
2)、表面涂覆采用亚光静电喷塑,有预烘干工序,粉末采用阿克苏·诺贝尔·长诚涂料(宁波)有限公司产优质环保环氧树酯粉末,通过相关环保认证,表面均匀光亮、色泽一致、无划伤,涂膜附着力应能达到GBl720中规定的一级指标。
具体表面处理及喷塑工艺附后。
3)、产品生产工艺过程,下料、冲压、轧压等工序全部达到模具化。零件组合焊接从轨道、立柱、底盘、封门的钻孔等工序,全部达到工装夹具化,以使产品具有互换性和协调性。
4)、所有钣金件、机加件加工后应打磨毛刺,无裂纹及伤痕。
5)、所有焊接件不得采用抽钉或自攻钉连接形式,应全部采用螺栓活接。
6)、安装中所有同层搁板高度偏差应不大于2mm。
4、技术说明
1)、底盘:底盘是密集架主要承重部分,为保证平稳使用,底盘所有轮子选用全驱动形式。要求选用全钢全承重轮架式底盘,由主梁、轮架板、底盘传动系统三部分组成。该类型底盘应采用高强度多幅组合轮架加固结构,即每幅底盘主梁、轮架板焊接成整体;轮架板中轴承瓦座采用镶嵌式结构,安装基孔采用磨具一次压制成型,轴承瓦座与安装基孔装配时为无间隙配合螺栓紧固;多幅底盘安装时采用3个?10mm螺栓紧固,内衬搭接长度≥150mm。底盘要求保证整体刚性和精度,长期使用不变形,运行无阻滞。纵梁要求选用厚度3.0mm优质冷轧钢板,双弯边加强,下边≥30mm,上弯边≥60mm,高度120mm。轮架板:轮架板要求选用厚度3.0mm的优质冷轧钢板,双弯边加强,上下弯边30mm,高度114mm。每幅加强轮架配有直径为6个?55mm轴承瓦座孔,每个瓦座带密闭性油封。



连云港连云金虎柜业有限公司以“品质优先、交货及时、诚信合作、服务完善、共铜发展”的企业文化,愿与您和您的企业一同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将一如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌! 我们以“品质优先、交货及时、诚信合作、服务完善、共同发展的企业文化,愿与您和您的企业- -同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将- -如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌。




选购买密集架认准金虎柜业有限公司来连云港市连云区找金虎柜业(连云港市连云区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵先生-【17768165506】,地址:[武邑县桥头工业区]。
公司新闻
我们的其他产品