42crmo合金管报价资讯
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 喜喆金属 |
| 质量等级 | |
| 产地 | 聊城 |
| 范围 | 42crmo合金管报价资讯供应范围覆盖河北省、衡水市、武邑县、桃城区、枣强县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市等区域。 |


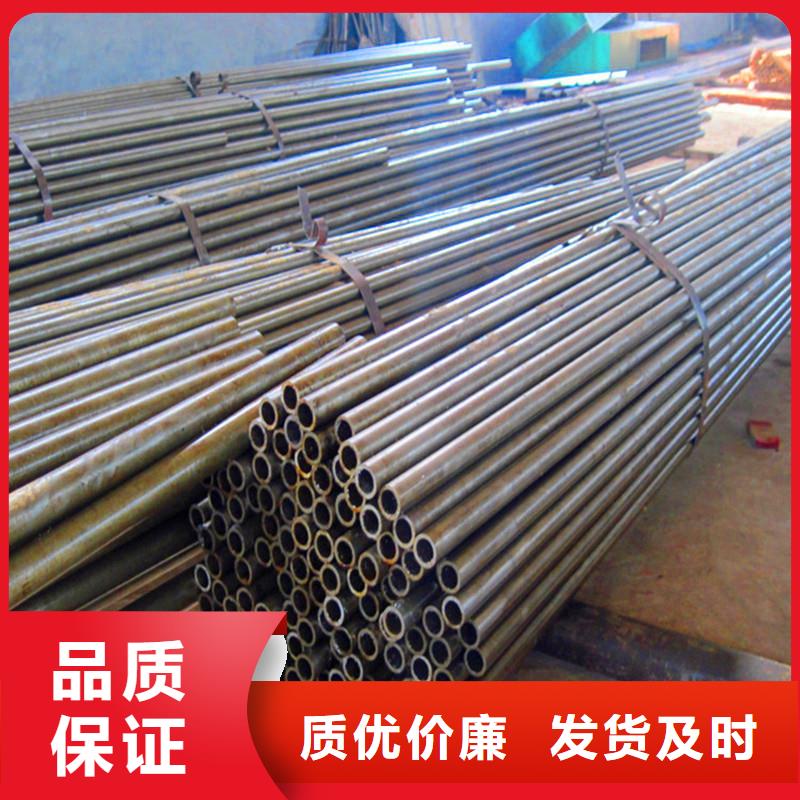
现阶段42crmo无缝钢管制造行业的发展趋势正趋于产业化和多样化。另外,伴随着在我国经济发展由髙速发展趋势转为中等速度稳定发展趋势,五金市场前十年维持的髙速提高时期早已完毕,产能过剩行业状况非常明显。那构造用42crmo无缝钢管具有什么标准?42crmo无缝钢管归属于构造用无缝管,适用于一般构造和机械系统。无缝钢管厂详细介绍下列这种标准:
(1)大多数用作生产制造芯部抗压强度规定较高,表层承担损坏、横截面在30mm下列的或样子繁杂而负载并不大的渗氮零件(油淬),如:数控车床变速箱齿轮、轴套、凸轮轴、涡杆、气缸套、爪形离合等;
(2)对调质处理形变小和高耐磨性能的零件,渗氮后应开展高频率感应淬火,如变位系数低于3的传动齿轮、轴、花键轴等;
(3)此钢也可在热处理情况下应用,用作生产制造工作中速率很大并承担中等水平冲击性负载的零件;
(4)这类钢还可作为低碳环保奥氏体热处理用钢,
物理性能:抗压强度σb(MPa):≥835抗拉强度σs(MPa):≥540延伸率δ5(%):≥10断面收缩率ψ(%):≥40,冲击性消化吸收功Ak(J)≥47强度:淬火或高溫淬火供货情况强度≤156HB,试件规格:试件规格15mm



衡水武邑喜喆金属材料有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 42crmo无缝管的产业背景、公司经营指标连年增长。



据悉,“Q690E”属于低合金结构钢,42crmo无缝管不仅要求强度高,还必须具备优良的低温冲击韧性和良好的焊接性能。攀成钢从未生产过该钢级的钢管,在冶炼、轧制和热处理工艺方面具有相当难度。为抢占市场,攻克研试难关,攀成钢高度重视,产销研之间密切协同,全力奋战。科研人员和生产技术人员一起,反复研究并制定工艺线设计、保护渣选择、二冷曲线制定、轧制加热制度、热处理工艺参数等工艺控制内容,并对生产过程进行全程跟踪。42crmo无缝管在生产试制前,科研人员充分与用户进行沟通,在满足用户希望碳当量≤0.45的技术要求下,根据以往生产低合金结构钢管的经验,并按“Q690E”的性能要求进行成分设计。同时,在冶炼时控制好非金属夹杂物,保证钢管的强度和低温冲击韧性。
在科研、生产单位的共同努力下,42crmo无缝管攀成钢采用“VD连铸坯→340机组轧制→340管一区调质”工艺,成功批量试制出95吨356×16mm规格“Q690E”无缝钢管。生产试制过程稳定,钢管热处理性能和CCS船检结果一次合格,且碳当量只有0.42,达到了用户的期望值,各项性能指标完全满足API标准中X100Q PLS2产品的要求,攀钢结构管课题组主研人员表示,随“Q690E”无缝钢管的首次研试成功,42crmo无缝管标志着攀成钢在生产海洋工程用高强度无缝钢管产品方面取得了新的突破,为下一步开发大口径厚壁海洋平台支撑用管产品创造了条件。42crmo无缝管他们将以此为契机,通过充分了解调研市场,进一步强化市场急需的高端无缝钢管产品研发,推进产销研无缝衔接,充分发挥科研技术的综合优势,为攀钢早日实现止亏控亏作出贡献。



42crmo钢管的电焊焊接特性以及加工工艺对策42crmo钢管因为碳含量低,其淬硬趋向和冷裂趋向小,具备优良的电焊焊接性。可是过大的焊接线动能会使焊接及热危害区产生粗晶机构进而超低温延展性大幅减少,构造的突然变化及生产制造中的力校核会使构造的部分造成高的地应力,进而扩大机器设备在超低温情况下的延性毁坏。
因此,42crmo钢管在电焊焊接全过程中应保证以下内容:⑴选用小的焊接线动能,较大程度的降低超温,避免在对接焊缝上出現粗壮的机构。焊条电弧焊常选用12-15KJ/cm,电弧焊一般 为20KJ/cm。因此焊条电弧焊尽可能无需φ5焊丝,埋弧焊自动焊机多采用φ3.2焊条,焊条电弧焊各层约2mm,埋弧焊自动焊机约2.5mm。 ⑵选用直焊缝,多道迅速电弧焊接。目地是以便降低超温和后一焊缝对前一焊缝有淬火功效,使晶体优化。 ⑶防止力校核,使构造部分不造成应力状况。 ⑷尽量减少焊缝间的虚梁溫度,防止焊缝长时间处在高溫情况,尽可能保证不持续焊接。 ⑸一般 采用极低氢焊丝及助焊剂,因此在焊前要严苛按风干规章制度开展风干解决,领料的焊丝超出4钟头没用过完,应回到二级库再次风干再应用。此外针对42crmo钢管焊丝,应用前要按有关规范开展熔敷金属材料外扩散氢复检,一般 选用水银法,按GB/T3965-2012 实行,合标指标值合乎设计方案规定。 ⑹ 在冬季施工措施及薄厚很大的构造,尽可能开展加热,***少加热到15℃左右。针对大厚钢板电焊焊接,加热溫度一般为50℃,道间温控在50~150℃中间。 (7)引弧须选用引弧板或在焊缝内引弧,不可在非电焊焊接位置引弧。 (8)42crmo钢管焊后地应力调质处理能够减少高合金钢电焊焊接商品的脆性断裂危险因素。
- 口碑好桥式滤水管厂家 2026-05-10
- 新产品:无缝管采购 2026-05-10
- 聚氨酯保温管壳企业-价格合理 2026-05-10
- 无缝钢管批发价格 2026-05-10
- 采光板物流送货上门 2026-05-10
- 无缝钢管工厂直营 2026-05-10
- 水上挖掘机出租品牌供货商 2026-05-10
- 漂洗槽放心选择 2026-05-10
- 艾米龙供应商价格 2026-05-10
- 碳纤维布型号齐全 2026-05-10
- 呈贡清污机|拍门拍门认准大品牌厂家 2026-05-10
- 绥德防撞护栏防护栏库存充足 2026-05-10
- 萍乡电壁挂炉壁挂式家用电锅炉对质量负责 2026-05-10
- 方管厂家直销-全国发货 2026-05-10
- 采购护栏板必看-售后保证 2026-05-10
- 供应批发不锈钢管-靠谱 2026-05-10
- 保温工程包邮现货直销 2026-05-10
- 2026源头厂家#废气处理成套设备#专业定制 2026-05-10
- #手动卡盘张店#-品质保证 2026-05-10
- 黄冈方矩管方管质检合格 2026-05-10
- 方矩管方管专业生产企业 2026-05-10
产品




联系方式
