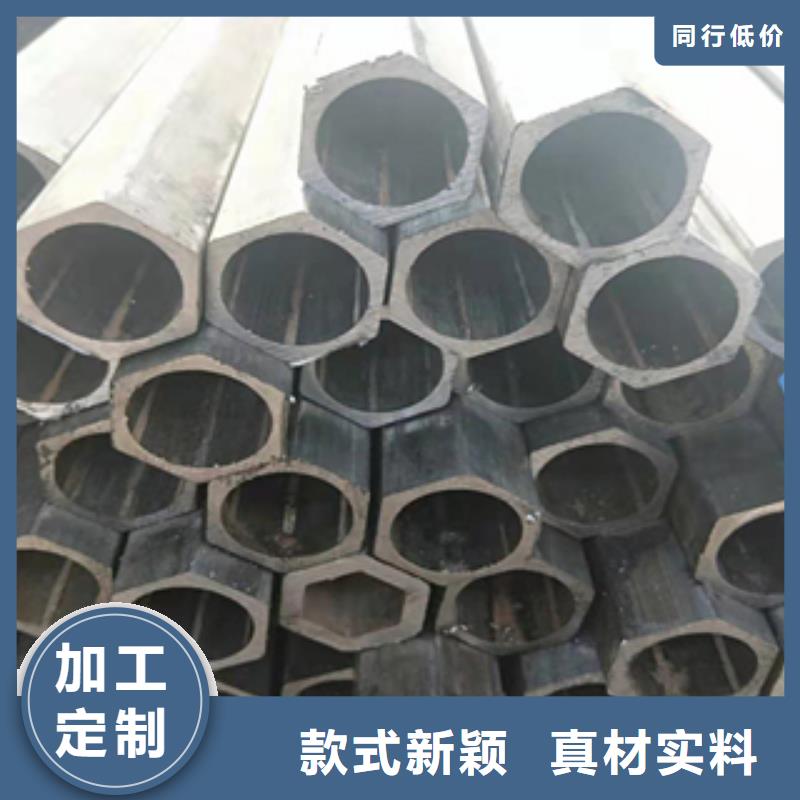
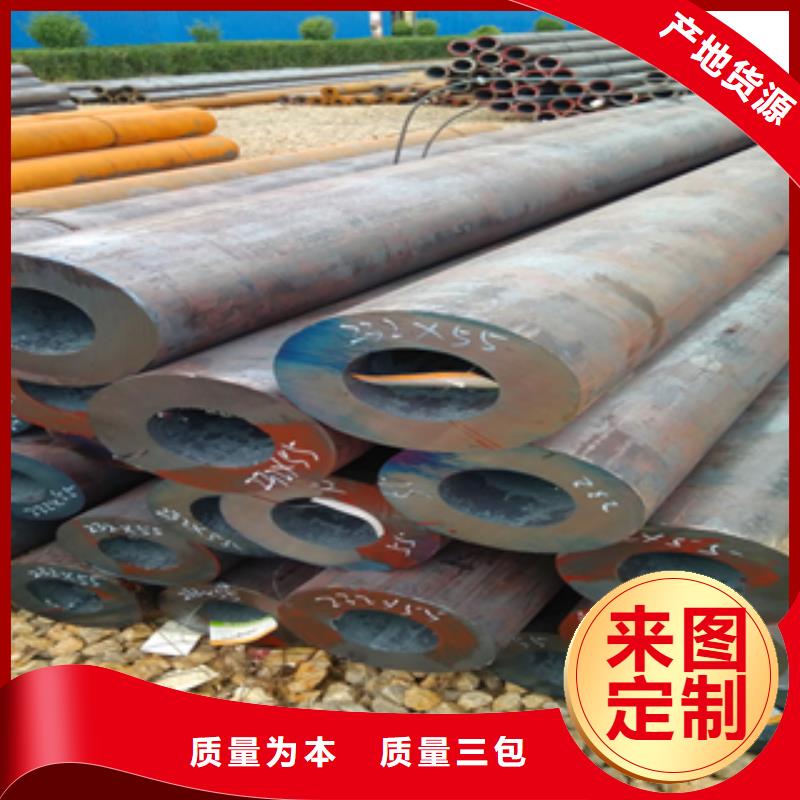
无缝钢管-售后完善

冷轧和热轧是两种不同的轧钢技术,顾名思义,冷轧就是在钢在常温情况下进行扎制,这种钢的硬度大。热轧就是钢在高温情况下扎制 (1)热轧: 1、厚度:1.2mm—8/12mm(厚度不同,价格不同) 2、宽度:1000mm/1250mm/1500mm(非标宽度一般要加价) 3、牌号:国内:(硬、含碳高) Q235—Q215—Q195 (软、含碳低)日本: SS400—SS330—SPHC(国内一般套用)独联体: 08KP--08YU(较强拉深、深冲)德国: ST12— ST13— ST14(较强拉深、深冲)珠钢:ZJ330等 4、卷重:主要是15吨/卷,也有要求10吨以下/卷。要考虑开平机的承重、吊装设备的承重等问题. 5、生产能力:厚度为0.9/1.2/1.5只有珠钢能够生产厚度为1.5mm邯钢、宝钢能够生产(邯钢质量较差)厚度为1.8mm本钢、鞍钢、太钢能够生产 6、产品质量及价格:独联体:质量较差、价低。08KP生产厂家有乌克兰ILLCHY、ZAPROSTAL钢厂、哈撒克斯坦INSPAT钢厂(其中乌克兰的质量差,价格低)。 08YU生产厂家有俄罗斯(MMK)玛钢(08YU质量好于08KP)日本:质量好、价高主要生产厂家为六大高炉工厂:新日铁、住友、NKK、川崎等。韩国:质量好、价高主要生产厂家为POSCO(浦项)台湾:质量好、价格高,主要生产厂家为中钢、烨隆。南非:质量好于独联体,仅次于日韩,主要生产厂家为SODHNA。 1.5—2.0(不包括1.5,包括2.0)国内厂家质量较差,2.0以上质量可以满足使用要求。 1.5以下主要需要进口,1.8—2.95使用独联体的较多。 (2)冷轧: 1、厚度:0.25mm—3.00mm(厚度不同,价格不同) 2、宽度:1000mm/1250mm(非标宽度一般要加价) 3、牌号:国内:(硬、含碳高) Q235—Q195 (软、含碳低)(用Q195较多)日本:SPCC-SD—SPCD-SD—SPCE-SD(国内一般套用)独联体:08KP--08YU(较强拉深、深冲)德国:ST12— ST13— ST14/ ST16(较强拉深、深冲) 4、使用现状 1.0mm以下主要需要进口。日本:主要是0.6mm/0.7mm以下独联体:主要是1.1mm以下国内:主要是0.8mm以上—3.0mm以下 5、产品质量:日、韩:质量好,如POSCO等国内:中档,宝钢好、鞍钢、本钢、攀钢、武钢其次独联体:质量差。主要生产厂家同热轧。


焊接时,层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、4。按方案Ⅰ焊
方案Ⅰ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min
盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25
方案Ⅱ的焊接工艺参数
焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范
打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12
填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /
盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24
接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。



15crmo无缝钢管焊后热处理
焊接工艺评定试验
试件焊后按JB4730-94《压力容器无损检测》标准进行的超声波探伤检验,焊缝Ⅰ级合格。按JB4708《钢制压力容器焊接工艺评定》标准进行焊接工艺评定试验。评定结果见表5。
焊接工艺评定试验结果
抗拉强度δb/Mpa 断裂部位 弯曲角度 面弯 背弯 焊缝 熔合线 热影响区(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
从拉伸试验结果可知,两种方案的拉伸试样全部断在母材,说明焊缝的抗拉强度高于母材;弯曲试验全部合格,说明焊缝的塑性较好。根据表5中的冲击韧性试验结果可知,方案Ⅰ的冲击韧性明显高于方案Ⅱ,证明方案Ⅰ的焊后热处理规范比较理想,高温回火不仅达到了改善接头组织和性能目的,而且使韧性与强度配合适当。从室温机械性能结果可知,所的两种焊接工艺方案均可用于现场施工。方案Ⅰ采用了与母材成分接近的焊条,焊缝性能同母材匹配,焊缝应具有较高的热强性,焊缝在高温下长期使用不易破坏。难点是焊后热处理规范较为严格,回火温度和保温时间及加热和冷却速度控制不当反而会引起焊缝性能下降。方案Ⅱ采用了奥氏体不锈钢焊条施焊,虽然可以省去焊后热处理,但由于焊缝与母材膨胀系数不同,长期高温工作时可发生碳的扩散迁移现象,容易导致焊缝在熔合区发生破坏。因此,从使用可靠性考虑,现场采用方案Ⅰ施焊更为稳妥。


测量钢管长度的方法
时间:2012-4-7 9:18:03 钢管天下 【字号:大 中 小】
根据厂家工艺要求的不同,钢管测长系统有了多种测长方法。主要有以下几种:
光栅尺测长
基本原理是:钢管两端外侧分别设置两个固定长度的光栅尺,利用无杆气缸带动光栅尺靠近钢管两端,利用光的干涉现象实现对钢管长度的测量。
特点是准确度高。但光栅尺价格昂贵且维护困难,对灰尘和场地振动的影响很敏感。
摄像机测长。
摄像机测长是利用图像处理实现钢管长度测量,其原理是在钢管输送辊道某一段上安装等距离的一系列光电开关,在另一段上加光源和摄像机。当钢管经过这一区域时,可以根据某一处光电开关通过摄像机摄取图像在屏幕上的位置来确定钢管长度。
特点是可实现在线测量,钢管在通过测长区域时即可获得长度数据,无间隔。不足是:如果不用特设光源照射,钢管就会受到外界光的干扰,而采用特设光源后由于钢管在倒棱后管端亮度高而对光线的反射很强,容易造成读数误差。


淮北濉溪淳源管业有限公司常年经销 无缝钢管,公司主要产品有: 无缝钢管等,公司还可根据客户要求订做,资源充足,品种齐全,库存量大,价位低。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信“求实、发展、创新”是我公司的经营宗旨,热忱欢迎广大用户及同仁光临我公司。


- 花纹板低价保真 2026-03-05
- 宣传栏批发 2026-03-05
- 锯床价格-生产厂家 2026-03-05
- 2026经验丰富#桥梁护栏定制#源头厂家 2026-03-05
- 不锈钢管价格厚道 2026-03-05
- 车载升降照明灯物流快捷 2026-03-05
- 欢迎来访-不锈钢板厂家 2026-03-05
- 定做岩棉复合板的经销商 2026-03-05
- 定制三维植被网的公司 2026-03-05
- 不锈钢板生产、运输、安装 2026-03-05
- 钦南睡莲苗莲花苗产地直供 2026-03-05
- 海兴波形护栏波形护栏连接件厂家新品 2026-03-05
- 大田100-2000KW200KW发电车租赁市场报价 2026-03-05
- 候车亭大品牌值得信赖 2026-03-05
- 防炎布-厂家货源 欢迎咨询 2026-03-05
- 经验丰富的太阳能滚动广告垃圾箱批发商 2026-03-05
- 碳纤维布厂家量大优惠 2026-03-05
- 重信誉精密钢管厂家价格 2026-03-05
- 明光不锈钢复合管护栏一站式采购 2026-03-05
- 旌德不锈钢复合管护栏的工作原理 2026-03-05
- 石台不锈钢复合管护栏价格免费咨询 2026-03-05
产品



联系方式
