不锈钢复合管护栏、不锈钢复合管护栏厂家直销_规格齐全
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 不锈钢 |
| 品牌 | 正久 |
| 产地 | 山东 |
| 范围 | 不锈钢复合管护栏、不锈钢复合管护栏直销_供应范围覆盖广东省、东莞市、塘厦镇、莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、虎门镇、厚街镇、凤岗镇、长安镇等区域。 |


其防治方法有:
a) 在475~850℃温度范围升降时,迅速通过,让Cr没有足够的时间和C结合,无法析出碳化铬。
b) 对已经发生敏化现象的不锈钢施以高温固溶化处理,加热至足以使碳化铬分解的温度(1040~1150℃),然后急速冷却,使碳化铬来不及析出。
c) 选用低碳型不锈钢加入304L、304LN、316L、316LN、316J1L、317L、317LN,使Cr无法与C结合。一般C含量在0.05%以下,焊接便不会产生晶界腐蚀,但须特别注意清洁,避免油污等含C物质的污染。在浓热硝酸或含氢氧酸的混合酸中使用,C含量好在0.03%以下。
d) 选用含钛(Ti)或铌(Nb)的安定型不锈钢,如316Ti、321、347、348,由于Ti、Nb与C的亲和力都大于Cr,而且碳化钛与碳化铌的析出温度比碳化铬高,所以可避免碳化铬析出。



东莞塘厦镇正久金属制品有限公司将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 不锈钢复合管护栏产品和优质的服务!


终端逐步开始放假,桥梁防撞护栏厂需求持续走弱。不过,迫于高成本压力,钢厂挺价意愿较强,也陆续开始停产检修。同时,近日钢材期货、钢坯走强,贸易商也无意降价,部分市场出现止跌小涨。短期内,钢价整体仍处小幅波动运行,涨跌空间或均有限。
市场方面,桥梁防撞护栏厂高价市场接受度不高,下游逢低补库为主,工地陆续开始停工,下游需求减弱,市场心态多偏谨慎。
供应方面:目前桥梁防撞护栏厂厂执行停限产政策,但不排除下周有复产预期;
库存方面:本周成品库存小幅下降,库存主要集中在角钢,工字钢、槽钢缺规格现象明显;
需求方面:下游工地陆续停工,需求逐渐减弱,且外围受公共卫生事件的影响,物流受阻,贸易商谨慎补库;
心态方面:坯料价格有底部支撑,对于桥梁防撞护栏厂的成品材价格有一定支撑,商家主动跌价意愿不强。
综合来看:预计下周市场价格维持盘整运行。



护栏有哪些分类
1、路基护栏subgrade barrier
设置于路基上的护栏。
2、桥梁护栏bridge railing
设置于桥梁上的护栏。
桥梁护栏网 桥梁护栏中能有效地阻挡失控车辆越出桥外的纵向受力构件。根据其承受碰撞荷载的大小,可分为主要纵向有效构件(如主要横梁)和次要纵向有效构件(如次要横梁)。
桥梁护栏中不考虑承受车辆碰撞荷载的纵向非受力构件。
3、路侧护栏。adside barrier
设置于公路路侧建筑限界以外的护栏,以防止失控车辆越出路外或碰撞路侧构造物和其他设施。
4、中央分隔带护栏median barrier
设置于公路中央分隔带内的护栏,以防止失控车辆穿越中央分隔带闯人对向车道,并保护中央分隔带内的构造物。
5、刚性护栏rigid barrier
一种基本不变形的护栏结构。混凝土护栏是其主要代表型式,由一定形状的混凝土块相互连接而组成墙式结构,通过失控车辆碰撞后爬高并转向来吸收碰撞能量。
6、半刚性护栏semi-rigid barrier
一种连续的梁柱式护栏结构,具有一定的强度和刚度。波形梁护栏是其主要代表型式,由相互拼接的波纹状钢板和立柱构成连续梁柱结构,利用土基、立柱、波纹状钢板的变形来吸收碰撞能量,并迫使失控车辆改变方向。
7、柔性护栏flexible barrier
一种具有较大缓冲能力的韧性护栏结构。缆索护栏是其主要代表型式,由数根施加初拉力的缆索固定于端柱上而组成钢缆结构,主要依靠缆索的拉应力来抵抗车辆的碰撞荷载、吸收碰撞能量。
缆索护栏的起终点锚固装置,包括端柱、斜撑、索端锚具和混凝土基础。
连续设置缆索护栏超过一定长度时所设置的中间延长锚固装置。
设置于端部或中间端部之间用于固定缆索的立柱。
安装于立柱上支撑并固定缆索的装置。
固定于端部或中间端部用来锚定缆索的装置。
8、临时护栏
大型庆典活动、大型展览会议、大型运动会和临时活动的现场规划、道路隔离、通道管理、路线引导。
9、活动护栏
① 高速公路的中央分隔带开口处必须设置活动护栏。
② 设有中间带的一级公路在禁止车辆掉头的中央分隔带开口处应设置活动护栏。
③ 活动护栏应设置在中央分隔带开口处的公路中心线位置,设置的长度应能有效封闭中央分隔带开口。
④ 活动护栏的设置高度应与中央分隔带护栏的高度协调一致。活动护栏上部应设置轮廓标或反射体。设置反射体时,规格为4cm x 18cm,可由反光片或反光膜制作,反光等级应为二级以上,颜色和设置高度应与中央分隔带轮廓标保持一致。
⑤ 位于有防眩要求路段的活动护栏上宜设置防眩设施。
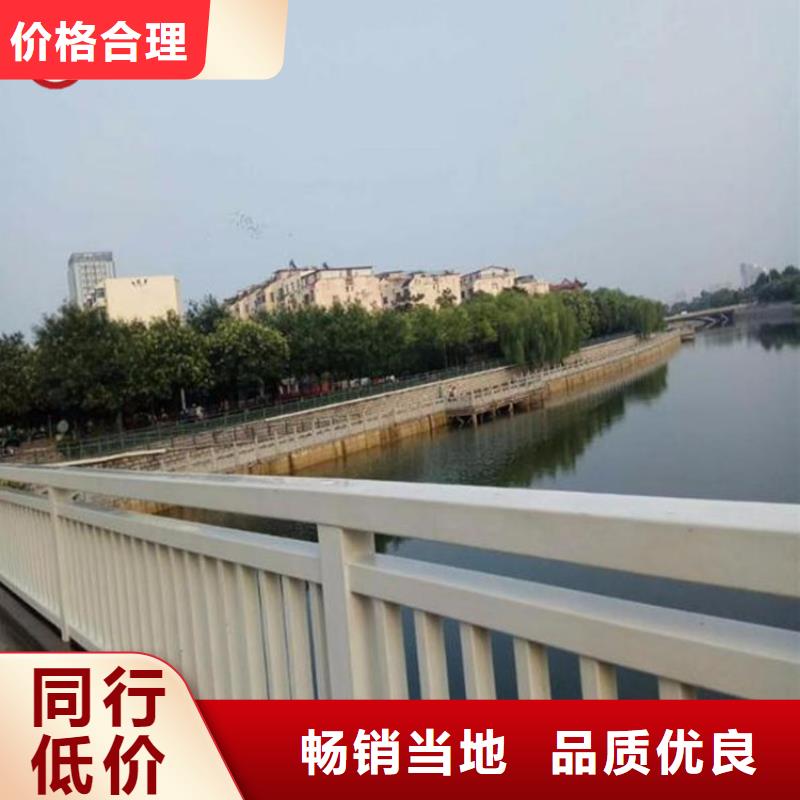
不锈钢复合管护栏


高频焊管生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
高频焊 是用流经工件连续接触面的高频电流所产生的电阻热加热并在施加顶锻力的情况下,使工件金属间实现相互接连的一类焊接方法。它类似与普通电阻焊,但存在着许多重要的差别。
高频焊用于碳钢焊管生产已经有40多年的历史。高频焊接具有较大的电源功率,对不同材质、口径和壁厚的钢管都能达到较高的焊接速度(比氩弧焊的焊接速度高出l0倍以上)。因此,高频焊接生产一般用途的钢管具有较高的生产率因为高频焊接速度高,给焊管内毛刺的去除带来困难,这也是目前高频焊钢管尚不能为化工、核工业所接受的原因之一。从焊接材质看,高频焊可以焊接各种类型的钢管。同时,新钢种的开发和成型焊接方法的进步
钢管生产过程中重要环节
1.在高频焊管生产过程中 ,如何确保产品质量符合技术标准的要求和顾客的需要 ,则要对钢管生产过程中影响产品质量的因素进行分析。通过对本公司 Φ76mm高频焊接钢管机组某月份不合格品的统计 ,认为在生产过程中影响钢管产品质量的要素有原材料、焊接工艺、轧辊调节、轧辊材质、设备故障、生产环境及其它原因等七个方面。其中原材料占 32 .44% ,焊接工艺占 24 .85 % ,轧辊调节占 22 .72 % ,三者相加占 80 .01 % ,是主要环节。而轧辊材质、设备故障、生产环境及其它原因等四个方面的要素 ,对钢管产品质量的影响占19.99% ,属相对次要环节。因此 ,在钢管生产过程中 ,应对原材料、焊接工艺和轧辊调节三个环节进行重点控制。
2 原材料对钢管焊接质量的影响 影响原材料质量的因素主要有钢带力学性能不稳定、钢带的表面缺陷及几何尺寸偏差大等三个方面 ,因此 ,应从这三个方面进行重点控制。
1)钢带的力学性能对钢管质量的影响焊接钢管常用的钢种为碳素结构钢 ,主要的牌号有 Q195、Q215、Q235 SPCC SS400 SPHC等多种 。钢带屈服点和抗拉强度过高 ,将造成钢带的成型困难 ,特别是管壁较厚时 ,材料的回弹力大 ,钢管在焊接时存在较大的变形应力 ,焊缝容易产生裂缝。当钢带的抗拉强度超过 635 MPa、伸长率低于 10 %时 ,钢带在焊接过程中焊缝易产生崩裂。当抗拉强度低于 30 0MPa时 ,钢带在成型过程中由于材质偏软 ,表面容易起。可见 ,材料的力学性能对钢管的质量影响很大 ,应从材料强度方面对钢管质量进行有效地控制。
2)钢带表面缺陷对钢管质量的影响钢带表面缺陷常见的有镰刀弯、波浪形、纵剪啃边等几种 ,镰刀弯和波浪形一般出现在冷轧钢带轧制过程中 ,是由压下量控制不当造成的。在钢管成型过程中 ,镰刀弯和波浪形会引起带钢的跑偏或翻转 ,容易使钢管焊缝产生搭焊 ,影响钢管的质量。钢带的啃边 (即钢带边缘呈现锯齿状凹凸不平的现象 ) ,一般出现在纵剪带上 ,产生原因是纵剪机圆盘刀刃磨钝或不锋利造成的。由于钢带的啃边 ,时时出现局部缺肉 ,使钢带在焊接时易产生裂纹、裂缝而影响焊缝质量的稳定性。
3)钢带几何尺寸对钢管质量的影响当钢带的宽度小于允许偏差时 ,焊接钢管时的挤压力减小 ,使得钢管焊缝处焊接不牢固 ,出现裂缝或是开口管 ;当钢带的宽度大于允许偏差时 ,焊接钢管时的挤压力增加 ,在钢管焊缝处出现尖嘴、搭焊或毛刺等焊接缺陷。所以 ,钢带宽度的波动 ,不但影响了钢管外径的精度 ,而且严重影响了钢管的表面质量。对要求同一断面壁厚差不超过规定值的钢管 ,即要求壁厚均匀程度高的钢管 ,钢带厚度的波动 ,会将同一卷钢带厚度差超出的允许值转移到成品钢管的壁厚差 ,使大批钢管厚度超出允许偏差而判废。厚度的波动不仅影响成品钢管的厚度精度 ,同时 ,由于钢带的厚薄不一 ,使钢管在焊接时 ,挤压力和焊接温度不稳定 ,造成了钢管焊接时焊缝质量不稳定。此外 ,由于钢材内部存在着夹层、杂质、沙眼等材料缺陷 ,也是影响钢管质量的一个重要因素。因此 ,在钢带焊接前 ,要检查每卷钢带的表面质量和几何尺寸 ,对钢带质量不符合标准要求的 ,不要进行生产 ,以免造成不必要的损失。
3 高频焊接对钢管质量的影响 在钢管高频焊接过程中 ,焊接工艺及工艺参数的控制、感应圈和阻抗器位置的放置等对钢管焊缝的焊接质量影响很大。
1) 钢管焊缝间隙的控制钢带进入焊管机组经成型辊成型、导向辊定向后 ,形成有开口间隙的圆形钢管管坯 ,调整挤压辊的挤压量 ,使得焊缝间隙控制在 1~ 3mm,并使焊口两端保持齐平。焊缝间隙控制得过大 ,会使焊缝焊接不良而产生未熔合或开裂 ;焊缝间隙控制得过小 ,由于热量过大 ,造成焊缝烧损 ,熔化金属飞溅 ,影响焊缝的焊接质量。
2) 高频感应圈位置的调控感应圈应放置在与钢管同一中心线上 ,感应圈前端距挤压辊中心线的距离 ,在不烧损挤压辊的前提下 ,应视钢管的规格而尽量接近。若感应圈距挤压辊较远时 ,有效加热时间较长 ,热影响区宽 ,使得钢管焊缝的强度下降或未焊透 ;反之感应圈易烧毁挤压辊。
3) 阻抗器位置的调控阻抗器是一个或一组焊管专用磁棒 ,阻抗器的截面积通常应不小于钢管内径截面积的 70 % ,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路 ,产生邻近效应 ,涡流热量集中在管坯焊缝边缘附近 ,使管坯边缘加热到焊接温度。阻抗器应放置在 V形区加热段 ,且前端在挤压辊中心位置处 ,使其中心线与管筒中心线一致。如阻抗器位置放置的不好 ,影响焊管的焊接速度和焊接质量 ,使钢管产生裂纹。
4)高频焊接工艺参数--输入热量的控制高频电源输入给钢管焊缝部位的热量称为输入热量。将电能转换成热能时 ,其输入热量的公式为 :
Q=KI2 Rt (1)
式中 Q-输入管坯的热量 ;K-能量转换效率 ; I-焊接电流 ;R-回路阻抗 ; t-加热时间。
加热时间 :t=Lv (2)
式中 L-感应圈或电极头前端至挤压辊的中心距 ;v-焊接速度。
当高频输入的热量不足且焊接速度过快时 ,使得被加热的管体边缘达不到焊接的温度 ,钢铁仍保持其固态组织而焊接不上 ,形成了未熔合或未焊透的裂纹 ;当高频输入热量过大且焊接速度过慢时 ,使得被加热的管体边缘超过了焊接温度 ,容易产生过热甚至过烧 ,使焊缝击穿 ,造成金属飞溅而形成缩孔。从公式 (1)、(2)中可知 ,可以通过调整高频焊接电流 (电压 )或调整焊接速度的方法 ,来控制高频输入热量的大小 ,从而使钢管的焊缝既要焊透又不焊穿 ,获得焊接质量优良的钢管
不锈钢复合管护栏厂家
4 轧辊调节对钢管质量的影响 从钢管废品因果分析图可看出 ,轧辊调节是属钢管的操作工艺。在生产过程中 ,轧辊损坏或磨损严重时 ,在机组上需要更换部分轧辊 ,或某个品种连续生产了足够的数量 ,需要更换整套的轧辊。这时都应对轧辊进行调节 ,以获得良好的钢管质量。如轧辊调节得不好 ,易造成钢管管缝的扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤 ,钢管椭圆度大等缺陷 ,因此 ,换辊时应掌握轧辊调节的技巧。
1 )更换钢管规格 ,一般都对整套轧辊进行更换。轧辊调节的方法是 :用钢丝从机组入口到出口拉一条中心线 ,进行调整 ,使各架孔型在一条中心线上 ,并使成型底线符合技术要求。更换轧辊规格后 ,首先对成型辊、导向辊、挤压辊、定径辊作一次的调节 ,然后重点对成型辊的封闭孔型、导向辊、挤压辊调节。
2 )导向辊的作用是控制钢管的管缝方向和管坯底线高度 ,缓解边缘延伸 ,控制管坯边缘回弹 ,保证管缝平直而不扭转进入挤压辊。如导向辊调节不好 ,在钢管的焊接过程中 ,易造成钢管管缝的扭转、搭焊、边缘波浪等焊接缺陷。
3 )挤压辊是焊管机组的关键设备 ,其作用是将边缘被加热到焊接温度的管体在挤压辊的挤压力作用下完成压力焊接。在生产过程中 ,要控制挤压辊开口角的大小。挤压力过小时 ,焊缝金属强度下降 ,受力后会产生开裂 ;挤压力过大时 ,降低焊接强度 ,而且使外毛刺量增加 ,易造成搭焊等焊接缺陷。
4 )在焊管机组慢速起动的过程中 ,应密切注意各部位轧辊的转动情况 ,随时调节轧辊 ,以确保焊管的焊接质量和工艺尺寸符合规定的要求。



产品




- 碳纤维布批发-欢迎询价 2026-03-06
- 合金钢管厂商 2026-03-06
- 紫铜管-紫铜管本地厂家 2026-03-06
- 桥梁护栏 立柱、桥梁护栏 立柱价格 2026-03-06
- 不锈钢复合管就是好 2026-03-06
- 买无醇燃料必看-欢迎选购 2026-03-06
- 无缝钢管-无缝钢管实体厂家 2026-03-06
- 专业生产制造FAG轴承 2026-03-06
- 现货供应不锈钢复合管护栏_厂家/供应 2026-03-06
- 环氧玻璃鳞片胶泥让利新老客户 2026-03-06
- 西安油浸式变压器35kv级干式变压器精工细致打造 2026-03-06
- 来宾文件柜更衣柜 玻片柜敢与同行比质量 2026-03-06
- 防城古建亭廊花岗岩防护青石栏杆供货及时 2026-03-06
- 不锈钢复合管-买贵可退 2026-03-06
- 供应批发不锈钢管-保质 2026-03-06
- 不锈钢护栏品种多样 2026-03-06
- 候车亭优质源头厂家 2026-03-06
- 果桑树苗本地批发 2026-03-06
- 沙洋价格合理的不锈钢护栏公司 2026-03-06
- 云梦不锈钢护栏近行情 2026-03-06
- 竹溪铜轴瓦-铜轴瓦省钱 2026-03-06
联系方式
