无缝钢管批发价格
更新时间:2026-02-13 14:46:25 ip归属地:迪庆,天气:阴转多云,温度:-10-13 浏览:1次


- 发布企业
- 宝富特钢(迪庆市香格里拉市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 东外环千千佳物流院内
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 王经理 请说明来自华尔网,优惠更多
详细介绍

各种标准无缝钢管交货状态对比
GB/T 8163要求热轧钢管如果在合同中没有约定,一般以热轧状态交货;冷拔(轧)钢管一般以热处理状态交货,但如果合同中约定,也可以以冷拔(轧)状态交货。
GB 9948要求10和20钢管以正火状态交货,12CrMo和15CrMo以正火加回火状态交货,1Cr5Mo以退火状态交货,该标准允许用终轧温度符合正火温度来代替正火。
GB 6479要求20和16Mn钢管均应以正火状态交货,该标准允许用终轧温度符合正火温度来代替正火。


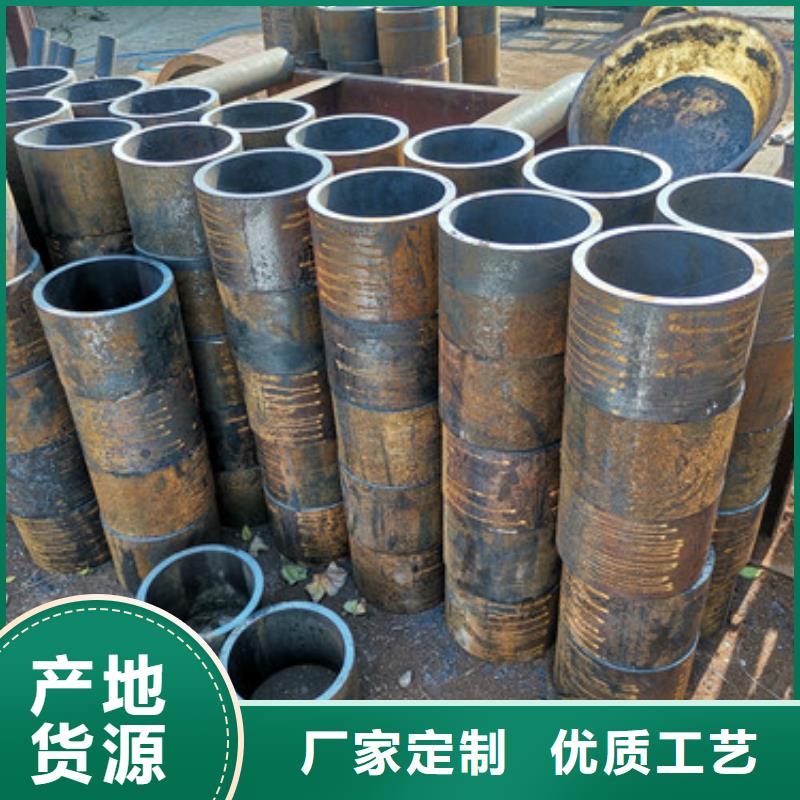
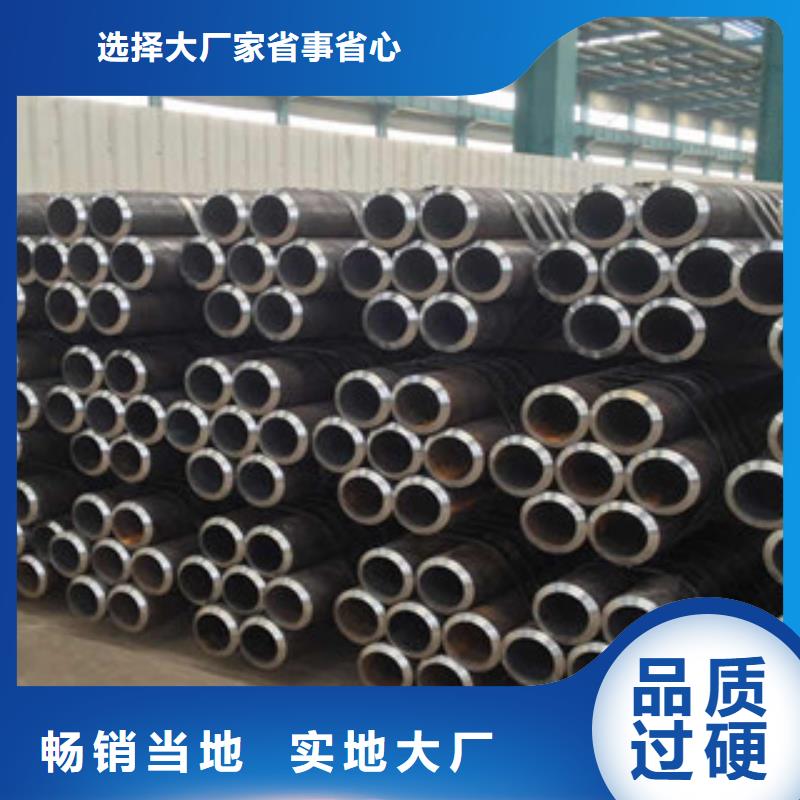
迪庆香格里拉宝富特钢有限公司地处迪庆香格里拉经开区,是一家从事研发设计、生产、销售 无缝钢管制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 无缝钢管产品畅销全国125个城市地区;诚挚期待与您合作。



无缝钢管之所以可以成为大众选择钢管是的,那是因为无缝钢管本身的种种优点,比如精密性很好,重量很轻,抗压能力很好等等,这些优点也让无缝钢管不管是使用在什么领域里面都是可以有很不错的发挥,正是因为无缝钢管的精密性很好,所以现在在运输方面都是使用的无缝钢管中的冷拔钢管。


我们无缝钢管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。


