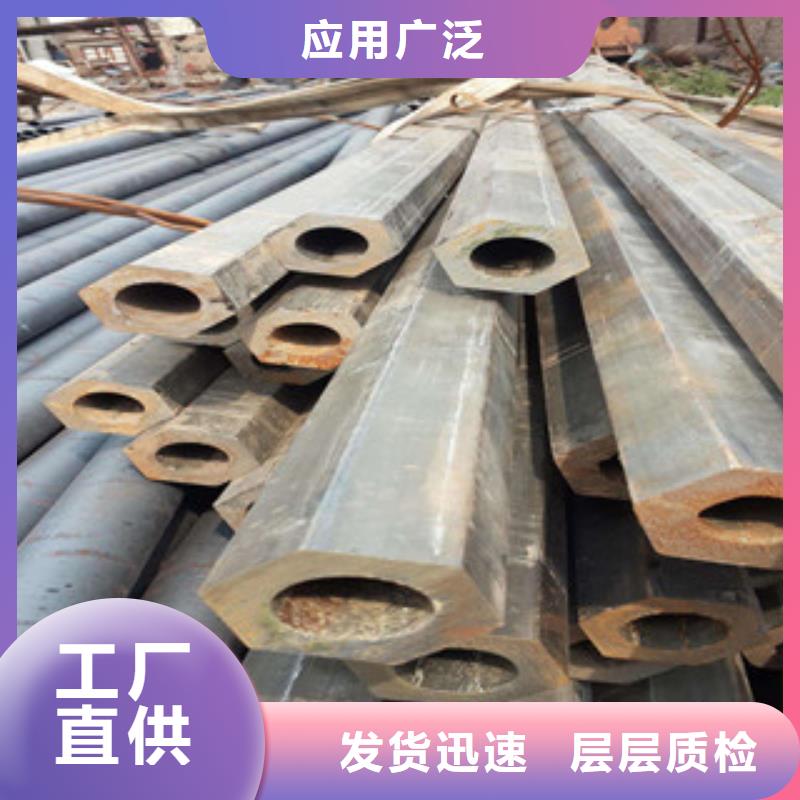
外六角安装
更新时间:2026-03-18 21:37:39 ip归属地:徐州,天气:多云,温度:3-13 浏览:1次



- 发布企业
- 华凯异形钢管厂(徐州市泉山区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝管
- 所在地
- 山东聊城开发区钢管厂
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 白经理 请说明来自华尔网,优惠更多
详细介绍
以下是:徐州市泉山区外六角安装的产品参数
【华凯】为客户提供多样化产品,包括新沂无缝管库存充足、贾汪无缝管畅销当地等,适配多元场景需求。外六角安装,华凯异形钢管厂(徐州市泉山区分公司)为您提供外六角安装产品案例,联系人:白经理,电话:【18762195566】、【18762195566】。 江苏省,徐州市,泉山区 泉山区,隶属于江苏省徐州市,位于徐州市西南部,中抱云龙湖、云龙山,因境内泉山森林公园而得名。截至2020年11月,泉山区常住人口为619784人。
以下是我们精心制作的外六角安装产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:徐州泉山外六角安装的图文介绍

徐州泉山无缝管
华凯异形钢管厂
徐州泉山无缝管一站式采购服务
热销产品
PRODUCT REAL SHOT DISPLAY







徐州泉山无缝管的图文介绍
专业团队产地直销

焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
不锈钢异型管的MIG焊接,一般都在过渡的条件下来施焊,电压要到弧长在4-6mm的程度。保护气体为,当焊接电流为50-150A时流量为8-10L/min,当电流为150-250A时流量为12-15L/min。
MIG焊接容易受到风的影响,有时微风而产生气孔。所以风速在0.5m/sec以上的地方进行异型管焊接,都应当采取防风措施。采用平特性焊接电源,直流时采用反极性。为防止焊接气孔之出现,异型管的焊接部位如有铁锈、油污等务必清理干净。



多年经验
买徐州泉山无缝管直接找源头工厂给您更好的产品

质量把控
严格把控徐州泉山无缝管生产标准确保品质出厂的都是合格品

支持定制
徐州泉山无缝管按需定制产能稳定满足多种需求

服务保障
徐州泉山无缝管成熟技术团队和售后团队交货准时

徐州泉山无缝管定制流程
在徐州市泉山区本地采买外六角安装到华凯异形钢管厂(徐州市泉山区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:白经理-【18762195566】。
公司新闻
我们的其他产品
相关信息
- 叉车3厂家质量有保障
- 2026品质过硬#花椒苗厂家#解决方案
- 钢筋锯床用专业让客户省心
- 钢板下料生产厂家有样品
- 生物质锅炉重信誉厂家
- 专业生产制造钢板立柱的厂家
- 复合管设备生产厂家
- 不锈钢板3天出货
- 燃气锅炉|品质好的燃气锅炉厂家
- 无缝钢管-回购率高
- 武定锌钢草坪护栏锌钢草坪围栏大量现货
- 新河阳台护栏阳台护栏多年厂家可靠
- 广宁不锈钢护栏不锈钢碳钢复合管栏杆货源足质量好
- 买无缝钢管请到无缝钢管厂家
- 无醇燃料灶具、无醇燃料灶具厂家直销-欢迎新老客户来电咨询
- 精密钢管省心省钱
- 楼体亮化可按需定做
- 真力时-真力时供应
- 蛇口卖不锈钢复合管的实力厂家
- 万江区不锈钢复合管定做价格
- 石龙镇不锈钢复合管量大从优