您当前的位置:华尔网 » 陆良华尔网 »陆良产品 » 精密无缝管十年生产经验
精密无缝管十年生产经验
更新时间:2026-04-07 07:29:11 ip归属地:曲靖,天气:多云,温度:16-29 浏览:2次


- 发布企业
- 铭耀管材(曲靖市陆良县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 42CrMo无缝管
- 所在地
- 济南市工业北路88号
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 张经理 请说明来自华尔网,优惠更多
详细介绍
以下是:曲靖市陆良县精密无缝管十年生产经验的产品参数
【铭耀】业务覆盖多元场景,提供以下产品和服务:罗平42CrMo无缝管今日新品、师宗42CrMo无缝管好品质经得住考验、马龙42CrMo无缝管厂诚信经营、宣威42CrMo无缝管保质保量等。在曲靖市陆良县采购精密无缝管十年生产经验请认准铭耀管材(曲靖市陆良县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-【0527-88266222】)。 云南省,曲靖市,陆良县 2022年,陆良县地区生产总值343.6亿元,同比增长8.3%。
精密无缝管十年生产经验的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:精密无缝管十年生产经验的图文介绍


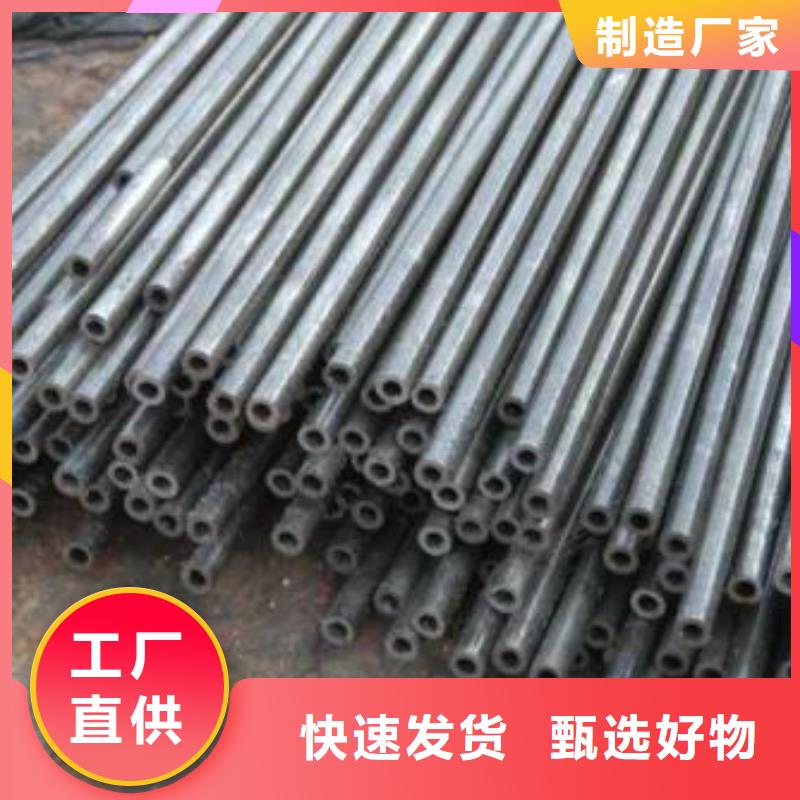
冷轧制造的精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。
冷轧基本的工艺流程是:热轧毛管→毛管检查、修磨→毛管酸洗→毛管酸洗后复检→冷轧→精拉道次前矫直→酸洗、润滑→精拉→成品前处理→入库。
生产的时候,我们需要注意控制哪些方面:
1、毛管:
毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。
2、复检:
与普通冷轧钢管相比,冷轧精密无缝管的生产,增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。
3、工具:
一般冷轧精密无缝钢管的生产,所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中,不能出现顶头或模具粘钢现象。
4、退火:
退火在所有的冷轧管生产中,是非常重要的工序,退火质量的好坏,既影响钢管的性能也影响氧化铁皮的祛除。冷轧精密钢管需要配置无氧化光亮退火炉设备。
5、酸洗:
精密无缝钢管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl。
6、润滑:
应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,轧制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。
生产冷轧精密无缝钢管的工业控制,包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作品名 规格(mm)。



曲靖陆良铭耀管材有限公司坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 42CrMo无缝管和管理水平为客户提供满意 42CrMo无缝管产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。




厚壁精密钢管管件
厚壁精密钢管管件在实际选用或使用时,首先必须遵循相应法规及规范内的各项规定,特别是输送极度或高度危害流体介质、易燃介质以及高压气体等管道的场合。
实际配管工程中使用的管件的结构型式,除了上述介绍的以外,还有其他多种结构形式的管件,用以满足各种不同工况条件、特别是特殊工况的要求。在工程设计或选用时,管件的强度等级越高,性越高,但工程的费用成本也越大,会造成不必要的浪费。
从经济效益上考虑,在满足工程设计要求的同时,尽可能降低成本,却往往容易形成选用的管件总体上出现少量多品种的结果,从而不利于现场施工材料的管理、调控以及设计变更需要的材料代用等。 因此,管件的选用,应综合性和经济性,尽可能减少管件的品种为宜。此外,现场施工的条件、施工的水平,管件的采购周期等因素,也应在管件选用中引起必要的重视。具体情况下,也应考虑采用加强管接头、斜接弯管以及小口径管子的现场弯曲加工等的可能性。
同时,对于管件生产厂的生产能力和产品,市场供应情况的了解也很有必要。



精密钢管在完成后,出厂前,工人们都会对其进行清洗。怎样的清洗方式是正确的呢?下面我们来谈谈这个。
1、钢管在清洗前必须彻底去除管端的毛刺,然后用一个硬管喷嘴,发射2颗超净弹丸 进行清洗。如果管内有油液或油脂类污染物,应选用硬管弹丸,能更有效的去除这类污 染物。如果管内有锈蚀、焊渣等,应选用摩擦弹丸,先除去这些污染物。
2、组装为总成后,只能用超净弹丸 清洗,并且必须注意钢管与接头连接处,不能有台阶。 清洗钢管也可以选用软管喷嘴,但发射弹丸时须从二端分别进行,确保被喷嘴遮挡部 分的清洗。
3、在装配、扣压接头后,后再从软管总成 的任一端发射一颗超净弹丸,用以在接头扣压过程中可能产生的镀层屑。建议在压缩空气源安装除水过滤器,确保以洁净干燥的空气来发射清洁弹丸。
以上的这些便是,精密钢管正确的清洗方式,希望对大家有所帮助。
今年在曲靖市陆良县本地购买精密无缝管十年生产经验有了新选择,铭耀管材(曲靖市陆良县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的精密无缝管十年生产经验产品。如需购买或咨询,请随时联系我们,联系人:张经理-【0527-88266222】,地址:济南市工业北路88号。