焊管常年供货
更新时间:2026-02-19 06:39:14 ip归属地:周口,天气:多云转晴,温度:-2-9 浏览:1次


- 发布企业
- 昊振金属材料(周口市川汇区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 焊管
- 所在地
- 大东钢材市场
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 刘经理 请说明来自华尔网,优惠更多
详细介绍
以下是:周口市川汇区焊管常年供货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 昊振 |
| 产地 | 山东 |
| 规格 | 齐全 |
| 范围 | 焊管常年供货供应范围覆盖河南省、周口市、川汇区、扶沟县、西华县、商水县、沈丘县、郸城县、淮阳区、太康县、鹿邑县、项城市等区域。 |
【昊振】业务覆盖多领域场景,主营淮阳焊管一个起售、鹿邑焊管实体诚信厂家、扶沟焊管的简单介绍、西华焊管产品参数等产品服务。在周口市川汇区本地采买焊管常年供货到昊振金属材料(周口市川汇区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘经理-【17768165506】。 河南省,周口市,川汇区 2020年,川汇区地区生产总值317.2亿元,比上年增长5.6%;固定资产投资96.1亿元,增长10.9%;规模以上工业增加值完成53.2亿元,增长8.6%;工业增值税增长31.4%,增幅高于全市12.3个百分点;一般公共预算收入6.43亿元,增长9.4%,其中税收4.99亿元,增长14.5%,税收占比77.7%。
一分钟,了解产品的全部魅力!观看我们的焊管常年供货产品视频,为您的购买决策提供有力支持。
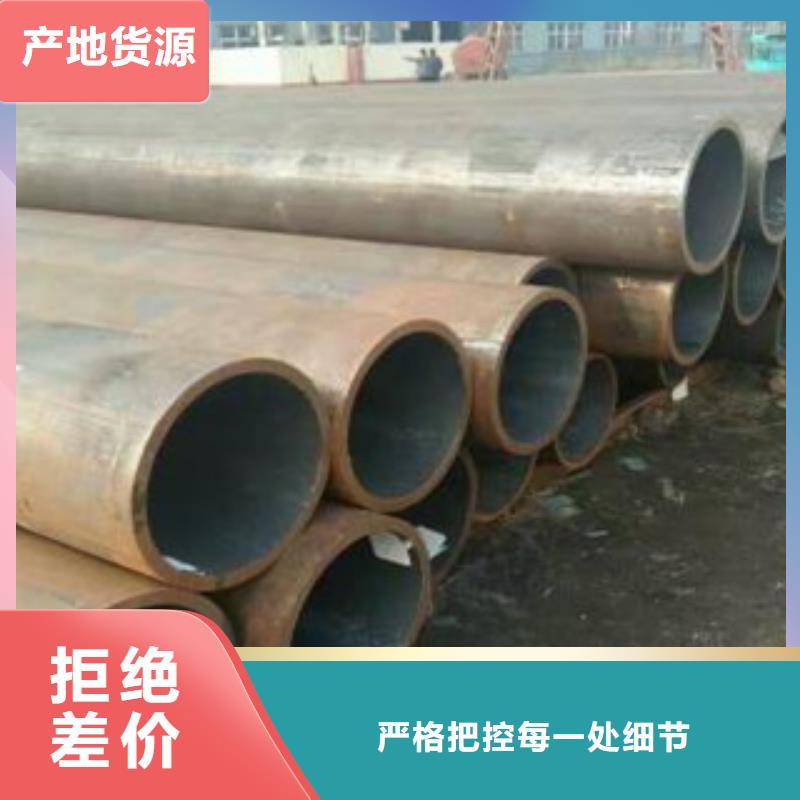
以下是:周口川汇焊管常年供货的图文介绍


接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。
如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切焊管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。
需要注意的是,如果焊管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据焊管的不同规格,及时的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。
如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切焊管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。
需要注意的是,如果焊管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据焊管的不同规格,及时的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。



周口川汇昊振金属材料有限公司携全体员工,一心为客户生产出质量优异、价格合理的高品质 焊管产品。以不断创新发展,高于客户要求为出发点,除了在硬件实力上下功夫外,努力自己的软件水平(在销售流程、配送发货方面)确保客户得到的 焊管产品是;质优、价廉;,以较低的成本,取得z u i好的质量。欢迎新老客户与我们联系。


周口川汇昊振金属材料有限公司主要生产经营: 焊管。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。



总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。
第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。
后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。
第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。
后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。
在周口市川汇区采购焊管常年供货请认准昊振金属材料(周口市川汇区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘经理-【17768165506】)。
我们的其他产品