您当前的位置:华尔网 » 卫东华尔网 »卫东产品 » 工字钢冷弯机制造工厂
工字钢冷弯机制造工厂
更新时间:2026-05-13 20:43:29 ip归属地:平顶山,天气:小雨,温度:21-29 浏览:9次



- 发布企业
- 万泽愚公机械制造(平顶山市卫东区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 液压劈裂机
- 所在地
- 小店区208国道东蒲村东蒲路一号
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 秦少军 请说明来自华尔网,优惠更多
详细介绍
以下是:平顶山市卫东区工字钢冷弯机制造工厂的产品参数
【万泽愚公】业务覆盖多元场景,提供以下产品和服务:舞钢液压劈裂机优选货源、汝州液压劈裂机货源直供等。选购工字钢冷弯机制造工厂来平顶山市卫东区找万泽愚公机械制造(平顶山市卫东区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:秦少军-【17768165506】,地址:[小店区208国道东蒲村东蒲路一号]。 河南省,平顶山市,卫东区 卫东区,隶属于河南省平顶山市,位于平顶山市区东部,地处外方山余脉和黄淮平原的过渡地带,地理坐标为东经113°18'~113°28',北纬33°38'~33°49',东及东南与叶县接壤,南隔湛河与湛河区相望,西与新华区交界,西北和宝丰县连接,北与郏县为邻,东北与许昌市襄城县相连,总面积101.06平方公里,截至2020年,辖12个街道,34个社区、24个行政村。根据第七次人口普查数据,截至2020年11月1日零时,卫东区常住人口315705人。
工字钢冷弯机制造工厂视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:工字钢冷弯机制造工厂的图文介绍

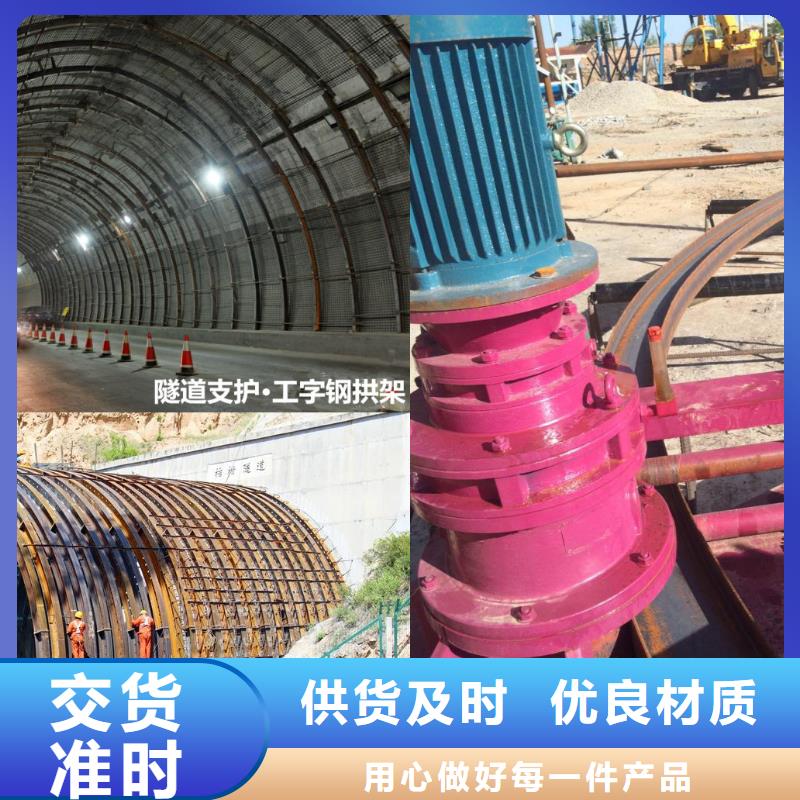
结构与性能特点
(1)结构:由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电液换向阀、工作油缸、顶轮及油箱等部件组成。
(2)性能特点:
A、钢拱架用设备,亦可弯曲大曲率工字钢、U型钢、槽钢立弯和横弯。
B、双电机驱动,液压缸推进。
C、按下液压缸“前进”按钮,液压缸到达设计要求位置后弯曲成形,操作方便。
D、结构合理,工作可*靠,适合大型型钢,大弯曲半径弯制。
工字钢弯拱机操作流程为:
1、将所需冷弯加工的型钢由辅*助系统的门式托架推放在两主动滚轮之间;
2、启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
3、达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
4、冷弯结束时,关闭机械传动系统的同时,启动液压系统,将冷弯型钢放置在辅*助系统 的门式托架上。


一种金属加工方法。在室温下将金属材料板、带材用机械弯曲成一定形状和尺寸的型材。其产品称为冷弯型材。冷弯的优点是:可以生产轧制不能生产的各种特薄、特宽和形状复杂的型材;节省金属材料;;制品机械性能好。常用的加工方法有辊弯、压弯、拔弯和折弯。
///
常温下将金属板带材经弯曲变形制成型材 (或零件)和焊管管筒 (见辊式成形)的金属塑性加工方法。广义的冷弯变形包括折弯、辊模弯曲、三辊弯板、连续辊轧弯曲等。由于连续辊弯成形所生产的型材和焊管管筒产量大,产品定型,因此狭义的冷弯变形就是指这一种特定的弯曲变形。其产品称为冷弯型材,半成品即焊接管管筒。
///
冷弯型材的*一次公开报导是1855年美国纽约修建办公大楼时用了铆接工字梁。连续辊弯成型机组1910年始建于美国,此后冷弯型材生产则大力发展起来。与热轧型材比,冷弯型材尺寸精*、外表光洁、具有热轧无法生产的异形断面形状、相同重量下抗弯和抗扭性能好,因而使用冷弯型材能节约金属百分之三十*上。此外生产方式简单,设备投资不大。故冷弯型材生产不断得到发展。一般先*产钢冷弯型材占轧材总量的2%~4% (*高达5%)。
///
冷弯型材用原料:常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程。
///
分为从单张板材弯成单件型材的单张生产方式、以整卷带材为原料生产型材的成卷生产方式和以卷材为原料并将其头尾对焊在一起的连续生产方式等3种。连续生产方式由于产品尺寸精度好、生产率高而得到更多的发展。连续冷弯型钢的典型设备组成及布置如图3所示。无论哪种生产方式,其整个工艺过程均分为原料准备、成形和精整3个阶段。
一般开式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→矫直→切断→检查收集→打捆→称重→入库。
闭式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→高频焊接→除毛刺→冷却→矫直→切断→检查收集→打捆→称重→入库。
如在生产线上增加冲孔、压痕、扭弯等附加工序,就可生产出各种异形冷弯型材。


作为 液压劈裂机公司,平顶山卫东万泽愚公机械制造有限公司采用优异的网络技术与严谨的管理制度,坚持以“让客户满意,为客户赢利”为服务宗旨,全心全意服务客户。


今年在平顶山市卫东区本地购买工字钢冷弯机制造工厂有了新选择,万泽愚公机械制造(平顶山市卫东区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的工字钢冷弯机制造工厂产品。如需购买或咨询,请随时联系我们,联系人:秦少军-【17768165506】,地址:小店区208国道东蒲村东蒲路一号。
我们的其他产品