您当前的位置:华尔网 » 泉港华尔网 »泉港产品 » 法兰毛坯-法兰毛坯重信誉厂家
法兰毛坯-法兰毛坯重信誉厂家
更新时间:2026-02-14 19:36:18 ip归属地:泉州,天气:晴,温度:7-17 浏览:1次


- 发布企业
- 搏远金属制品(泉州市泉港区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 法兰毛坯
- 所在地
- 经济技术开发区蒋官屯办事处季海工业园
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 季先生 请说明来自华尔网,优惠更多
详细介绍
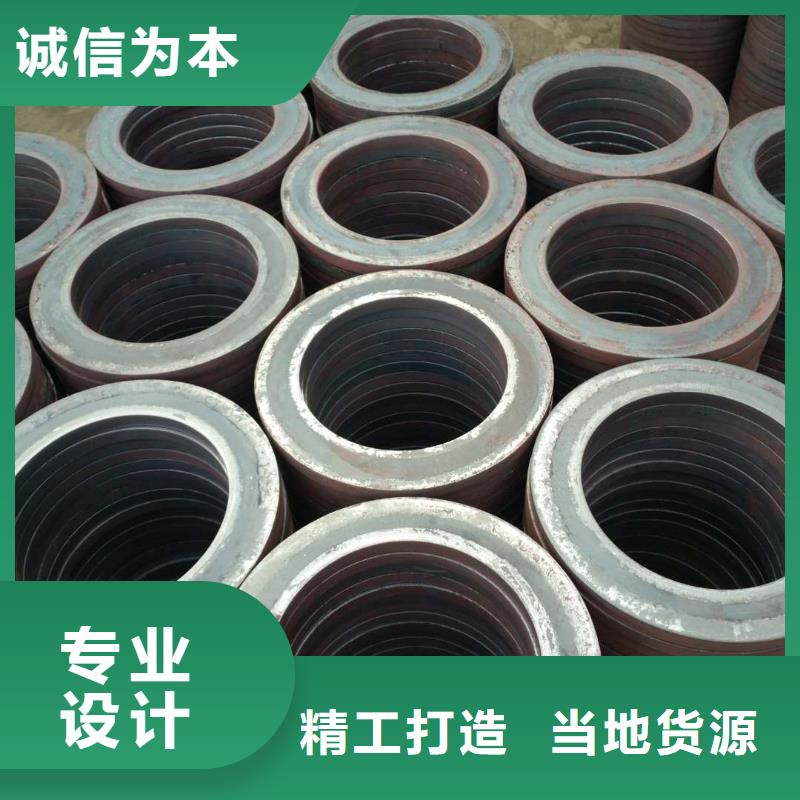
以下是:泉州市泉港区法兰毛坯-法兰毛坯重信誉厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235/20#/45#/Q355/40CR/201/304/316/等各种材质 |
| 产地 | 山东聊城 |
| 规格 | 外径10mm-1500mm厚度1-100mm |
| 类型 | 法兰毛坯 |
| 颜色 | 碳钢 合金钢 不锈钢 |
| 形状 | 圆形 方形 异形 |
| 可定制 | 是 |
| 联系方式 | 18563543833 |
| 范围 | 法兰毛坯-法兰毛坯供应范围覆盖福建省、泉州市、泉港区、鲤城区、丰泽区、洛江区、惠安县、安溪县、永春县、德化县、金门县、石狮市、晋江市、南安市等区域。 |
【搏远】以匠心打造多元场景产品,涵盖德化法兰毛坯匠心工艺、洛江法兰毛坯工厂价格等。法兰毛坯-法兰毛坯重信誉厂家,搏远金属制品(泉州市泉港区分公司)专业从事法兰毛坯-法兰毛坯重信誉厂家,联系人:季先生,电话:【0527-88266888】、【0527-88266888】,以下是法兰毛坯-法兰毛坯重信誉厂家的详细页面。 福建省,泉州市,泉港区 泉港区原系惠北地区。1996年成立肖厝经济开发区,2000年12月28日年经国务院批准设立行政区,挂牌成立。地处东亚季风区,气候属亚热带海洋性季风气候,是的侨乡和台胞祖籍地之一。
我们的现场实拍视频将带您走进法兰毛坯-法兰毛坯重信誉厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:泉州泉港法兰毛坯-法兰毛坯重信誉厂家的图文介绍


10.不锈钢和耐热钢
①钢号中碳含量以千分之几表示。例如“2Cr13”钢的平均碳含量为0.2%;若钢中含碳量≤0.03%或≤0.08%者,钢号前分别冠以“00”及“0”表示之,例如00Cr17Ni14Mo2、0Cr18 Ni9等。
②对钢中主要合金元素以百分之几表示,而钛、铌、锆、氮等则按上述合金结构钢对微合金元素的表示方法标出。
11.焊条钢
它的钢号前冠以字母“H”,以区别于其他钢类。例如不锈钢焊丝为“H2Cr13”,可用于区别不锈钢“2Cr13”。
12.电工用硅钢
①钢号由字母和数字组成。钢号头部字母DR表示电工用热轧硅钢,DW表示电工用冷轧无取向硅钢,DQ表示电工用冷轧取向硅钢。
②字母之后的数字表示铁损值(W/kg)的100倍。
③钢号尾部加字母“G”者,表示在高频率下检验的;未加“G”者,表示在频率为50周波下检验的。例如钢号DW470表示电工用冷轧无取向硅钢产品在50赫频率时的 单位重量铁损值为4.7W/kg。
13.电工用纯铁
①它的牌号由字母“DT”和数字组成,“DT”表示电工用纯铁,数字表示不同牌号的顺序号,例如DT3。
②在数字后面所加的字母表示电磁性能:A——高级、E——特级、C——超级,例如DT8A。



泉州泉港搏远金属制品有限公司地处经济技术开发区蒋官屯办事处季海工业园,地理位置优越,此处交通便利,本公司专业生产 法兰毛坯。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。

回弹性优良的金属缠绕垫片能够对管道系统的压力热循环和振动进行
自动调整,特别适用于负荷不均匀、接合力易松弛,温度与压力周期性变化、有冲击或震动的场合。是阀门、泵、换热器、塔、人孔、手孔等法兰连接处的静密封原件,广泛地用于石化、机械、电力、冶金、造船、医药、原子能和宇航等部门。
在法兰垫外观设计上为了安装方便,根据垫片口径大小,在垫片外围焊上2~8个定位带,让定位带扣在法兰孔上,以防安装时垫片移位或脱落,节约了辅助材料及工时.一般分为以下几种类型:
金属缠绕垫片采用优质SUS304、SUS316(“V”形或“W”形) 金属带及其它合金材料与石墨、石棉、聚四氟乙烯垫片、无石棉等软性材料相互交替重叠螺旋缠绕而成,在开始及末端用点焊方式将金属带固定。金属缠绕垫片为半金属密合垫中回弹性 的垫片,金属缠绕垫片结构密度可依据不同的锁紧力要求来制作,并利用内外钢环来控制其 压紧度,缠绕垫片接触的法兰密封面的表面精度要求不高。金属缠绕垫片特别适用于负荷不均匀、接合力易松弛,温度与压力周期性变化、有冲击或震动的场合。缠绕垫片是阀门、泵、换热器、塔、人孔、手孔等法兰连接处理想的静密封原件。



盲板法兰简称为盲板或盲法兰,属于国标法兰标准体系。盲板法兰的中间是实的,四周是螺栓孔,外观就像一个铁盖子,故又叫做法兰盖,不锈钢材质的就叫不锈钢法兰盖。盲板法兰可以是平面也可以是突面、凹凸面、榫槽面、环连接面,但不像对焊法兰似的有个脖子(什么是对焊法兰),总之,盲板法兰目的就是为了堵住管道口,是管内物质不致溢出,一般用在供水支管末端。还有就是临时部分管段要先行试压时用到临时封锁用的,有的直接加阀门,有的是原先的管道现在不用了,就用盲法兰盲死。
带颈平焊法兰属于国标法兰标准体系。是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。
带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序。适用范围:PN0.6~4.0MPa,DN≤600mm。
带颈平焊法兰标准有:HG20594、HG20616、GB/T9116


山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“信誉 、质量 、用户 ”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
—— 切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
制。



今年在泉州市泉港区本地购买法兰毛坯-法兰毛坯重信誉厂家有了新选择,搏远金属制品(泉州市泉港区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的法兰毛坯-法兰毛坯重信誉厂家产品。如需购买或咨询,请随时联系我们,联系人:季先生-【0527-88266888】,地址:经济技术开发区蒋官屯办事处季海工业园。
我们的其他产品