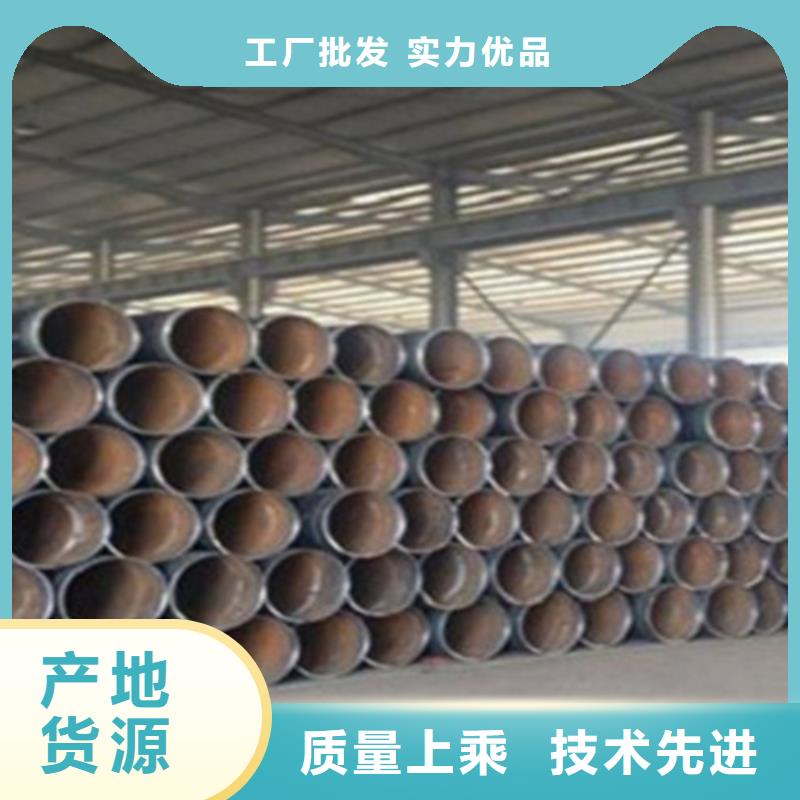
规格全的直缝管供应商
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 规格全的直缝管供应范围覆盖江西省、九江市、武宁县、庐山市、浔阳区、修水县、永修县、德安县、星子区、都昌县、湖口县、彭泽县、瑞昌市、共青城市等区域。 |

九江武宁天鑫达螺旋管生产厂家追求与客户长期、稳定、互动的合作关系,努力当好 方钢生产厂家与用户沟通的纽带。公司以优惠的 方钢生产厂家出厂价,优质的商家服务愿与广大新老客户携手共进,共同发展。企业目标: 以优质的服务满足广大客户的需求,以质优价廉 的 方钢生产厂家取得广大客户的信任。不断发展,做行业的领跑者。企业文化:广交朋友,合作共赢。



高频焊管质量影响
编辑
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
??Ep——屏压,kV;
??Ip——屏流,A〔1〕?。
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
生产流程
编辑
生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。
质量影响
编辑
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
??Ep——屏压,kV;
??Ip——屏流,A〔1〕?。



当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
2 焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的 焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。


除锈等级
对于薄壁焊管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求薄壁焊管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与薄壁焊管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5)技术条件。
4.2喷(抛)射磨料
为了达到理想的除锈效果,应根据薄壁焊管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50 HRC,钢砂的硬度为50~60 HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。
4.3磨料的粒径及配比
为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层的性能。


- 粮食磨面机、粮食磨面机现货直销 2026-05-03
- 复合肥设备、复合肥设备出厂价 2026-05-03
- 螺旋钢管厂家加工 2026-05-03
- 本地桃树苗厂家 2026-05-03
- 耐磨版市场批发价 2026-05-03
- 钢管-钢管放心之选 2026-05-03
- 多面空心球全国可发货 2026-05-03
- 防伪-防伪图文介绍 2026-05-03
- NM550耐磨钢板_生产厂家_品质保证 2026-05-03
- 种猪销售 2026-05-03
- 吉林龙潭东风吸污车本地厂家 2026-05-03
- 秦都候车亭智慧城市候车亭检验发货 2026-05-03
- 于洪硫酸钡硫酸钡多种场景适用 2026-05-03
- 资讯:钢筋带锯床厂家 2026-05-03
- 常年供应分裂机-好评 2026-05-03
- 千斤顶-厂家直供 2026-05-03
- 通用图片_[区客户服务中心] 2026-05-03
- 球墨铸铁井盖生产厂家、批发商 2026-05-03
- 滕州值得信赖的桥式滤水管基地 2026-05-03
- 微山桥式滤水管比同行节省10% 2026-05-03
- 蒙山方管_量大从优 2026-05-03