土工格室近行情


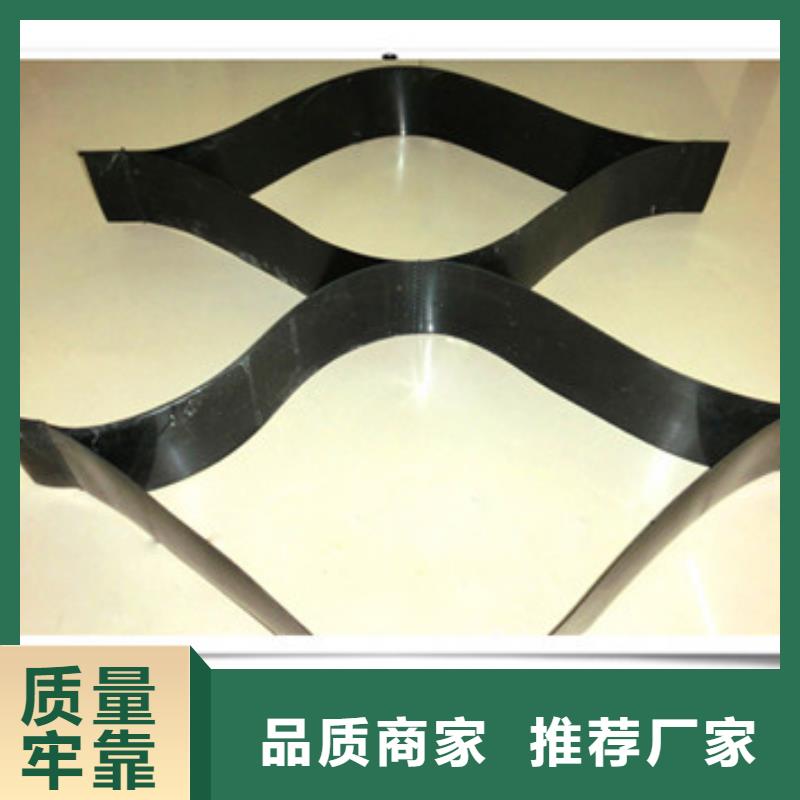
土工格室特点1、具有伸缩自如,运输可缩叠,施工时可张拉成网状,填入泥土、碎石、混凝土等松散物料,构成具有强大侧向限制和大刚度的结构体。
2、材质轻、耐磨损,化学性能稳定、耐光氧老化、耐酸碱,适用于不同土壤与沙漠等土质条件。
3、较高的侧向限制和防滑,防变形、有效的增强路基的承载能力和分散荷载作用。
4、改变土工格室高度、焊距等几何尺寸可满足不同的工程需要。
5、伸缩自如,运输体积小;联接方便、施工速度快。土工格室工程应用1、 处理半填半路基
在地面自然坡度徒于1:5的斜坡上修筑路堤时,路堤基底应挖台阶,台阶宽度不得小于1M时,分期修建或改建公路加宽时,新旧路基填方边坡的衔接处,应开挖台阶,高等级公路台阶宽度一般为2M,在每层台阶水平面上铺设土工格室,利用土工格室自身的立面侧限加筋效应,更好的解决不均匀沉陷的难题。
2、 风沙地区路基
风沙地区路基应以低路堤为主,填土高度一般不就小于0.3M.由于风沙地区路基修筑的低路基及重承载的专业要求,采用土工格室可以对松散填料起到侧限作用,在有限的高度内保障路基具有高的刚度和强度,以承受大型车辆的荷载应力。
3、 台背路基填土加筋
采用土工格室可以更好的实现台背加筋的目的,土工格室与填料间可以产生足够的摩擦力,有效减少路基与构造物间的不均匀的沉降,终才能有效缓解"桥台跳车"病害对桥面的的早期冲击破坏。
4、 多年冻土地区路基
在多年冻土地区修筑填方路基,应达到填土高度,以防止发生翻浆或引起冻层上限下降,致使路堤发生过量沉降。土工格室特有的立面加筋效应和有效的落实的整体侧限性,可以在程度上确保在某些特殊地段的填土高度,并使填土具有高品质的强度和刚度。
5、 黄土湿陷路基处理
对于高速公路和一级公路通过湿陷性黄土和压缩性较好的黄土地段时,或高路堤的地基允许承载力低于车辆协力荷载和路堤自重的压力时,还应按承载力要求对路基进行处理,这时土工格室的优越性就彰现无疑了。
6、 盐渍土、膨胀土
采用盐渍土,膨胀土修筑的高速公路,一级公路,路肩及边坡均采用加固措施,格室的立面加固效果是所有加固材料中优异的一种,而它具有优良的耐腐蚀性,完全可以满足在盐渍土,膨胀土修筑高等公路的要求。



资阳乐至恒丰塑业有限公司的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的 蜂巢格室价格,提供热情的服务,因为您的满意,是我们的追求。



蜂巢土工格室小编赵云聪为大家整理编辑这篇文章:据我国地貌环境的差异化与人类活动的频繁性,使地表环境受到严重破坏,水土流失、生态区破坏。
1.1 格室类型选择
土工格室的类型应按表1选择。
表1 土工格室类型表
坡比
坡面瞬时大流速
m/s
边坡高度
m
可选择的土工格室类型
≤1:1.5
≤8
≤50
A
>1:1.5
≤1:1.0
≤5
≤8
A
≤12
B
≤8
≤15
C
≤20
D
>1:1.0
≤1:0.5
≤2
≤3
B
≤5
≤5
C
≤8
≤6
D
1.2 格室高度选择
当设计边坡小于1:6时,宜采用50mm以上;当设计边坡为1:6~1:3时,宜采用75mm以上;设计边坡为1:3~1:1.75时,宜采用100mm以上;设计边坡大于1:1.75时,宜采用150mm以上。
1.3 焊缝间距选择
依据填充材料的不同选择焊缝间距。
1.3.1 土填充
当坡度小于1:1.75时,格室宜采用焊缝间距为712mm以下,当坡度大于1:1.75时,格室宜采用焊缝间距为445mm以下。
1.3.2 集料填充
焊缝间距可根据格室高度及集料大粒径按表2选择。


蜂房蜂房中的各巢脾在蜂巢内的空间相互平行悬挂,并与地面垂直,巢脾间距为7~10毫米,称为蜂路。每张巢脾由数千个巢房连结在一起组成,是工蜂用自身的蜡腺所分泌的蜂蜡修筑的。在雄蜂房和工蜂房之间,以及巢脾与巢框的连接处,出现有不规则的过渡型巢房,用于贮存蜂蜜和加固巢脾。蜂巢是蜜蜂家园必要的“家具”和“食品室”。养蜂家会拆掉整个蜂巢去获取蜂蜜。蜂蜜的提取可以透过打开蜂巢取出巢板,然后把它放进分离蜂蜜的离心机里旋转。另外,有时候新的蜂巢会以不加人工的蜂巢蜂蜜形式售卖,尤其是用来涂面包的蜂蜜,而非烹调或加入茶调味的蜂蜜。孵化蜜蜂幼虫的蜂巢经过一段时间后,会渐渐变得昏暗,因为茧会嵌进巢室,并留下很多足迹,当看见这些在蜂巢蜂蜜框上,养蜂家称为“活动污迹”(TravelStain)。“巢板”(HoneySuper)上的蜂巢因为不能用来孵化蜜蜂幼虫,所以便会保持光亮颜色。
焊接英文:(1)soldera mixture metals that is heated and melted and then used to join metals,wires,etc.together.(2)welda joint made by welding焊接焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前,的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着和第二次世界大战开战,对器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。


- 堵漏可配送到厂 2026-05-04
- 【优选】不锈钢板源头厂家 2026-05-04
- 景观护栏品牌供应商 2026-05-04
- 井盖厂家质量过硬 2026-05-04
- 环氧砂浆地坪漆当天发货 2026-05-04
- 物流公司-质量保证 2026-05-04
- 无缝钢管设计 2026-05-04
- 耐磨版厂 2026-05-04
- 蜂巢格室薄利多销 2026-05-04
- 图片品牌保证 2026-05-04
- 北塔PE给水管,32硅芯管品种全 2026-05-04
- 怒江市德国牧羊犬图片 2026-05-04
- 蕲春灯光防撞护栏河道栏杆用品质说话 2026-05-04
- 丝印面板现货批发 2026-05-04
- 不锈钢角钢三年质保 2026-05-04
- 预制直埋保温管-实体厂家质量放心 2026-05-04
- 冷藏物流高品质 2026-05-04
- 弯头管件-弯头管件专业厂家 2026-05-04
- 欢迎选购##灯塔不锈钢复合管护栏厂家 2026-05-04
- 双台子不锈钢复合管护栏厂商 2026-05-04
- 平度H型钢企业-值得信赖 2026-05-04
产品




联系方式
