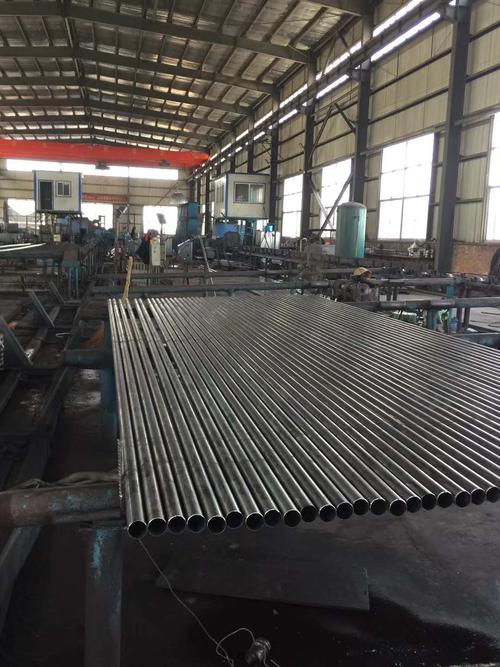
供应批发套筒式声测管-保量
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 不锈钢 |
| 产地 | 河北沧州 |
| 颜色 | 黑色 |
| 规格 | 50*1.0 |
| 品牌 | 金响 |
| 型号 | 圆形 |
| 可定制 | 是 |
| 范围 | 供应批发套筒式声测管-保量供应范围覆盖重庆市、万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县等区域。 |
金响声测管厂家产品均通过ISO9001质量管理体系认证,品质值得信赖,主营:声测管、注浆管、管棚管、钢花管、超前小导管等,每根管都做到试水打压不漏水不渗浆,实力厂家、质优价廉、库存充足jxls
机械加工:声测管厂家在车、铣等机械加工时也应注意防护,作业完成应清理干净工件表面的油污、铁屑等杂物。成型加工:在卷板、折弯过程中,应采取有效措施避免造成声测管厂家表面划伤和折痕。声测管厂家接头焊接铆焊:声测管厂家在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它声测管厂家的污染。切割后,工件上的割渣应清理干净。焊接:声测管厂家焊接前必须认真油污、锈迹、灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧焊时应采用小电流、快速焊,避免摆动。严禁在非焊接区域引弧,地线位置适当、连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。
焊后应用不锈钢(不得采用碳钢)扁铲清理熔渣和飞溅。多层焊:多层焊时,层间熔渣必须干净。多层焊时,应控制层间温度,一般不得超过60℃。焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、气孔、咬边、飞溅、裂纹、未熔合、未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。矫形:声测管厂家的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤声测管厂家。大家都知道声测管厂家规格是非常多的,但是基本都是采用直径*壁厚的方式进行表示的,那么声测管厂家规格如何进行区分呢?下面我们就介绍一下。声测管厂家直径的区分声测管厂家直径就是我们常说的外径。


当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。2焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。
因此应根据不同的品种规格在实际中求得与之相适应的声测管佳焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于声测管厂家管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在声测管厂家厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。



金响声测管厂家产品均通过ISO9001质量管理体系认证,品质值得信赖,主营:声测管、注浆管、管棚管、钢花管、超前小导管等,每根管都做到试水打压不漏水不渗浆,实力厂家、质优价廉、库存充足jxls
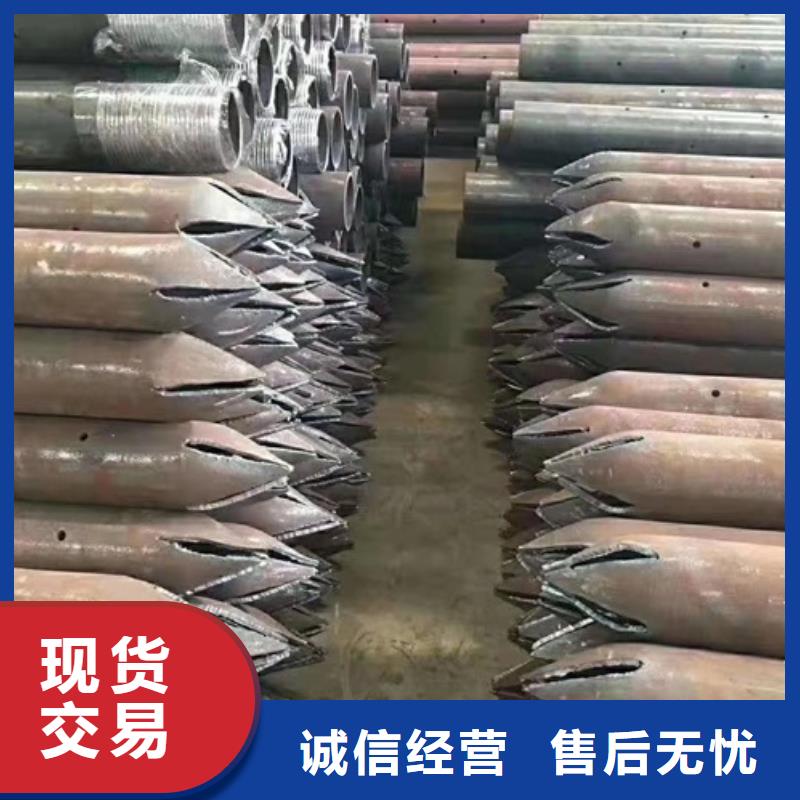
安装时用管钳拧紧就可以了。套筒式声测管厂家主要采用插拔式连接价格不同螺旋式声测管厂家密封性要优于套筒式,因此价格要稍微贵一些。法兰式声测管厂家是根据连接方式来称呼的,声测管常见规格与其它声测管厂家是一样的,主要有57几种规格。主要就是主管对接法兰,法兰盘采用小型长方形底座。首先把一根底管和法兰盘连接,然后把配套管在和法兰盘对接,对接法兰盘之后的两个声测管厂家在进行对接,对接的时候采用螺丝和螺母进行拧紧,法兰盘要和声测管厂家焊接,焊接的时候不要损坏声测管厂家质量法兰式声测管厂家不需要密封圈和锁口圈,它可以无限进行对接。但是考虑到它的对接方式需要通过法兰盘,所以它在很多桩基检测工程当中都没有需求。
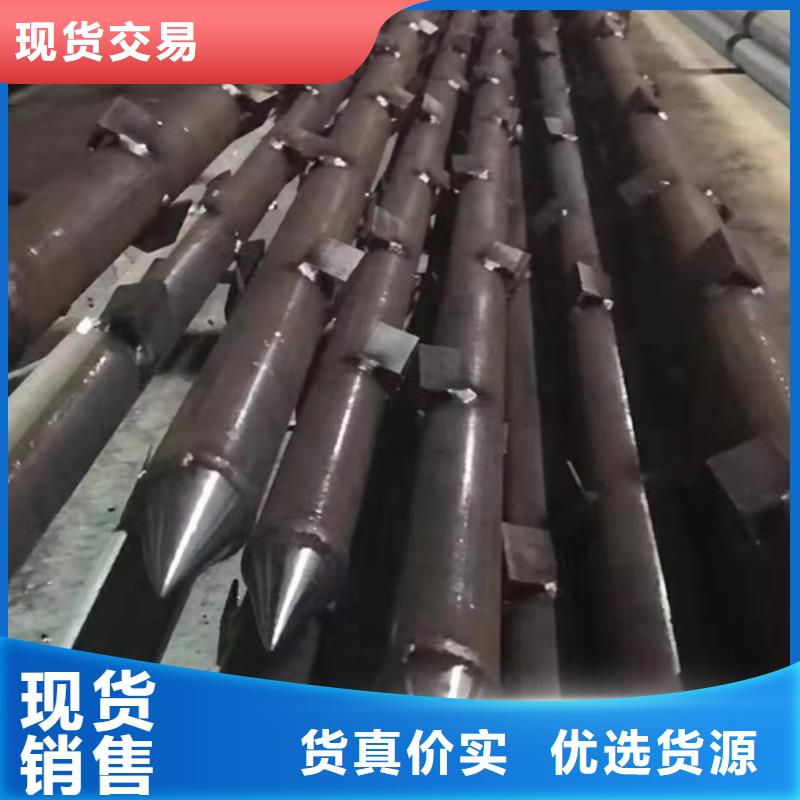
因为它的连接方式比较麻烦,出现风险的几率也很大。法兰式声测管厂家就是将声测管厂家的直管段与法兰进行焊接,主要生产流程包含以下工序。1.加工区:声测管厂家的加工区域应相对固定。声测管厂家加工区的平台应采取隔离措施,如铺上橡胶垫等。声测管厂家加工区的定置管理、文明生产应加强,以避免对声测管厂家的损伤与污染。2.下料:声测管厂家的下料采用剪切或等离子切割、锯切等。a.剪切:剪切时,应与送进支架隔离,落料斗也应铺以橡胶垫,避免划伤。b.等离子切割:等离子切割后,割渣应清理干净。批量切割时,对于已完成的零件应及时清理出现场,以避免割渣对工件的玷污。c.锯切下料:锯切下料时,夹紧应加以胶皮保护,锯切后应清理工件上的油污、残渣等。


金响声测管厂家产品均通过ISO9001质量管理体系认证,品质值得信赖,主营:声测管、注浆管、管棚管、钢花管、超前小导管等,每根管都做到试水打压不漏水不渗浆,实力厂家、质优价廉、库存充足jxls
检查判定:用肉眼或手摸检查,螺旋高度应小于0.2mm毫米。超过者判废。(12)凹面缺陷特征:钢管表面局部内凹陷,管壁呈现外凹里凸的损伤现象。检查判定:钢管外径不超过负偏差的凹面允许存在,超过者应予切除。(13)钢管弯曲缺陷特征:钢管沿长度方向不直。仅管端部呈现鹅头弯曲成为“鹅头弯”。检查判定:用1.8米平尺检查,弯曲度超过标准规定时,应重新矫直,无法矫直的“鹅头弯”予切除。第钢管检查后的处理:1)缺陷的标记。要求用粉笔或其他笔明显地把检查到缺陷标记出来。相应的标记形式如下:(车间可以内部规定,一下仅供参考)钢管缺陷标记形式发纹、外折、划伤画螺旋线“、、、、”内外结疤、凹面、麻面划“圈”起来“O”端部壁厚超差画出“S+、S-”线弯曲管子在纵向上画“~~~~”内折、内螺旋在管表面画“xx......”2)缺陷的处理办法(1)经检查合格的钢管进行喷标、测长、称重、打捆、入库。
(2)将检查有缺陷的不合格的管子,根据缺陷情况进行管端再切头处理,或进行修磨或改尺。需修磨或改尺的管子吊往修磨台或改天锯,同时在钢管上标明批号,班别、钢号、炉号等,切完修磨完后,再吊往检查台重检。(3)对取样后,检查力学性能不合格的钢管,在钢管上标明批次后,单独存放,送往退火间,退火后钢管按批次重新矫直、切头、检查。(4)对于返切三次以上及修磨或不合格而判为现状管及处理管的,用油漆写明后,打捆、过称后入库,等待处理。声测管厂家大多数情况下是通过汽运来运输的,是司机师傅们辛辛苦苦驾驶着大车跑遍全国各地实现声测管厂家厂家与客户之间的交易。声测管厂家的发货流程司机师傅们包括一些新手业务员还是需要了解一下的。



在广大用户的支持下,重庆涪陵金响钢管有限公司的【声测管厂家】产品占有相当的市场份额。获得了用户的信任和赞誉。随着销售网络在各大城市的完善,我们售后服务的质量也相继提高,我们将以优质的【声测管厂家】产品,完善的服务珍惜您对我们的信任。
- 贴缝带-踏踏实实做产品 2025-12-29
- 大连物流货运公司-助您购买满意 2025-12-29
- 有现货的槽钢、H型钢、型材本地厂家 2025-12-29
- 聚合氯化铝_支持定制 2025-12-29
- 金刚砂地坪材料省心的选择 2025-12-29
- 选购不可用的认准华科实验设备有限公司 2025-12-29
- 合金管_厂家定制 2025-12-29
- 耐候钢板定制-耐候钢板厂家 2025-12-29
- 架子管存货充足 2025-12-29
- 冷拔方钢、圆钢、扁钢-放心采购 2025-12-29
- 张家界环保型塑胶跑道篮球场厂家 2025-12-29
- 通风气楼在线咨询 2025-12-29
- 三明刀具刀头的密集自动升降柜安装苏州东胜 2025-12-29
- 不锈钢复合管厂家口碑好 2025-12-29
- 建材货源直供 2025-12-29
- 不锈钢管-不锈钢管经验丰富 2025-12-29
- 房屋加固源头厂家报价 2025-12-29
- 常年供应叶片泵-品牌 2025-12-29
- 遂宁玻璃棉随时发货 2025-12-29
- 八宿口碑好球墨铸铁管厂家 2025-12-29
- 芒康#球墨铸铁管#实力厂家 2025-12-29
产品


联系方式
