您当前的位置:华尔网 » 恩平华尔网 »恩平产品 » 批发涂塑钢管_优质厂家
批发涂塑钢管_优质厂家
更新时间:2026-01-08 10:23:41 ip归属地:江门,天气:晴,温度:8-17 浏览:2次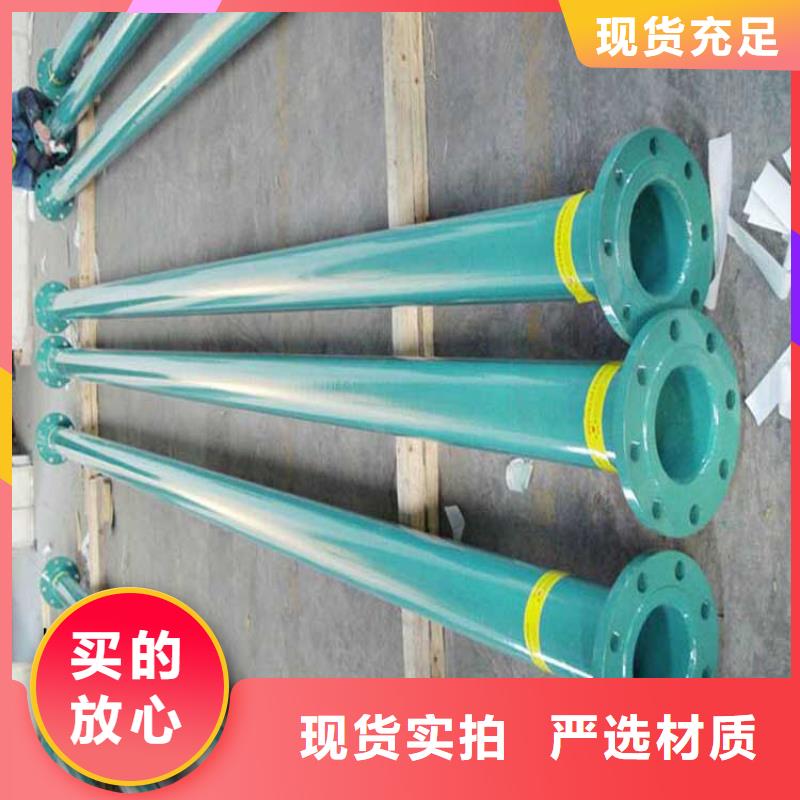


- 发布企业
- 达讯钢管(江门市恩平市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 声测管
- 所在地
- 河北沧州市新华区黄河东路东方世纪广场A座10F
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 王昭斌 请说明来自华尔网,优惠更多
详细介绍
以下是:江门市恩平市批发涂塑钢管_优质厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
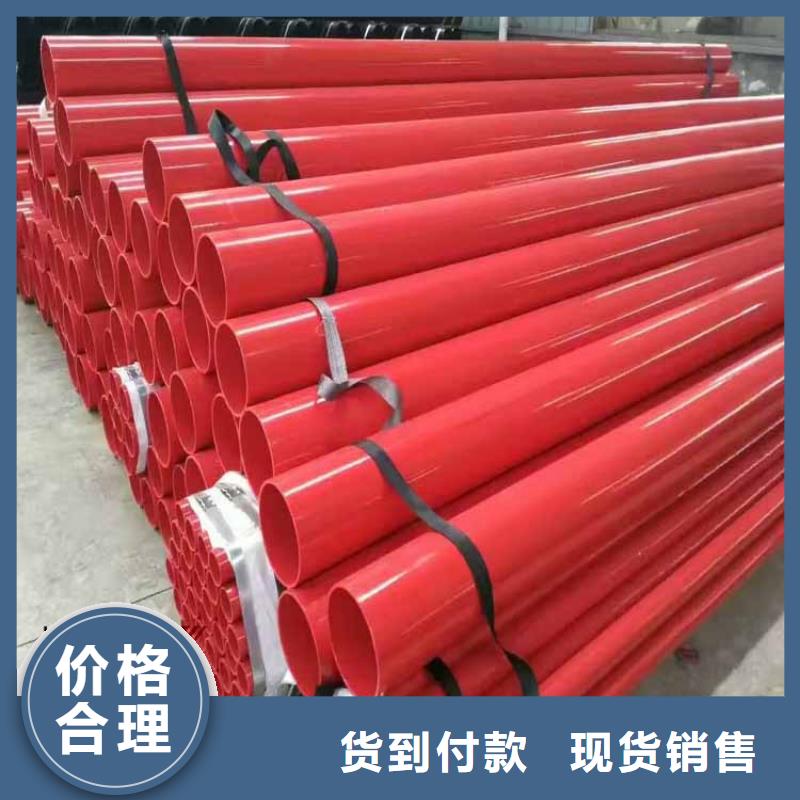
| 涂塑复合钢管 | 涂塑钢管 |
| 涂塑钢管 | 消防用管 天燃气管 走水管 |
| 范围 | 批发涂塑钢管_优质供应范围覆盖广东省、江门市、恩平市、蓬江区、江海区、新会区、台山市、开平市、鹤山市等区域。 |
【达讯】业务覆盖多元场景,提供以下产品和服务:江海声测管不只是质量好、新会声测管全品类现货、开平声测管好产品价格低等。批发涂塑钢管_优质厂家,达讯钢管(江门市恩平市分公司)为您提供批发涂塑钢管_优质厂家的资讯,联系人:王昭斌,电话:【0527-88266222】、【0527-88266222】。 广东省,江门市,恩平市 汉时,邑地属高凉县。东汉建安二十五年(220年),始称思平县。唐至德二年(757年),改成恩平县。1994年,撤销恩平县,设立恩平市。截至2022年10月,恩平市下辖1个街道、10个镇。
我们精心制作的批发涂塑钢管_优质厂家产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:批发涂塑钢管_优质厂家的图文介绍

大家知道聚乙烯涂塑钢管是如何应用到各个领域的吗?接下来小编就为大家简单介绍一下。
聚乙烯涂塑钢管根据材质不同,适用于65~95~C的工作环境。该涂层具有较高的附着力、硬度、抗冲击性和耐化学腐蚀性。广泛应用于建筑给排水企业、住宅区冷水输送、工业循环水、消防喷淋、采暖、燃气、石油化工等行业。工业防腐、埋地内外防腐、电缆内外防腐、脱硫防腐、紫外线防腐、静电阻燃防腐等流体输送。
设计和安装:检查、验收-参考标准:塑料管道在运输过程中不得抛掷或受到严重冲击。装卸时用尼龙带吊运。镀锌和涂塑复合钢管应平放在室内或阴凉处。露天存放时,应加盖雨棚,远离热源和火源。不宜长期堆放在室外阳光直射、寒冷的地方。不要与有毒或有害物质混合。
:聚乙烯涂塑钢管的内涂塑料的截面不得与水接触,不得使用无内衬塑料管配件代替内衬塑料管配件,不得使用内涂塑料的可锻铸铁管配件,不得使用注塑接头。凸面和颈口钢制法兰,阀门螺纹采用专用过渡件,给水螺栓采用专用过渡件,沟槽连接。采用专用橡胶密封圈。
聚乙烯涂塑钢管的应用方法
切割:使用锯床、车床、手锯、钢管切割机等工具。不允许使用高速砂轮切割机和气割。小心不要过度损坏或向内挤压塑料层。切割时温度过高时,避免熔化和脱胶。
加工螺纹:用螺纹机、车床或手动管铰板加工管端螺纹。切槽弯管采用卷管机,冷弯管采用弯管机。去毛刺:用专用工具去除塑料和钢管两端的毛刺,并将涂层厚度倒棱1/2。
连接:不允许有无衬塑性可锻铸铁管件。15mm-100mm口径可采用钢丝紧固连接。沟槽或法兰连接适用于100毫米或以上的口径。
包装:六角捆包装,两端戴塑料帽。
用途:输送冷水的管道及配件不得输送热水。
以上内容由聚乙烯涂塑钢管小编整理,本文观点不代表本站观点。


江门恩平沧州达讯钢管有限公司一直坚持“恪 守信誉、以人为本”的经营理念,“科技创新、质量可靠”的管理信念,在国内外打下坚实的基础 ,努力成为江门恩平的 声测管专业厂家。




矿用涂塑复合钢管的化学性能好,防腐且环保,每年全球因为腐蚀造成的损失高达上亿元以上,而该管材不和其它物质发生化学反应,防腐性能特别好。及时做好冬期施工方案及审批工作,根据实际气候情况并结合各个工程的具体状况,切实制订冬期施工各项控制措施,将人员、设备、材料和施工方法等方面尽早落实到位,做到防患于未然。冬期施工期限划分原则是当室外日平均气温连续5d稳定低于5℃(或气温降低到0℃时)涂塑管,内外涂塑管冬季施工温度即进入冬期施工;当室外日平均气温连续5d高于5℃时解除冬期施工。

涂塑管在焊接前后需要做好什么工作?接下来小编就为大家简单介绍一下。
一、前提要加以完善。
但焊接现场的涂塑管镀锌层要打磨干净,否则会产生气泡、沙眼、假焊等。它也会使焊缝变脆,降低硬度。
二、镀锌钢的焊接特性
镀锌钢通常在低碳钢外涂锌,镀锌层厚度通常为20um。锌的熔点为419摄氏度,沸点约为908摄氏度。在焊接过程中,锌熔化成液体,漂浮在熔池表面或焊缝根部。锌在铁中有很高的固溶性。液态锌沿晶界深度腐蚀焊缝金属,低熔点锌形成“液态金属脆化”。
同时,锌和铁可以形成金属间脆性化合物。这些脆性相降低了涂塑管焊缝金属的塑性,并在拉应力作用下产生裂纹。
如果角焊缝,特别是T型接头的角焊缝,有可能产生穿透性裂纹。镀锌钢焊接时,槽面和边缘的锌层在电弧热作用下产生氧化、熔化、蒸发,甚至蒸发白尘和白蒸汽,极易产生焊接气孔。
氧化形成的氧化锌的熔点高于1800℃,如果焊接参数太小,会导致氧化锌渣夹杂,同时也会产生氧化锌渣。因为锌会成为脱氧剂。生产出FeO-MnO或FeO-MnO-SiO 2低熔点氧化物渣。其次,由于锌的蒸发,大量的白烟挥发,对人体有刺激和有害的影响。因此,必须在焊接现场对镀锌层进行打磨。
三、涂塑管焊接过程控制
焊接前镀锌钢的制备与低碳钢相同。应注意,应小心处理槽尺寸和附近的镀锌层。为了穿透,槽的尺寸应适当,一般为60-65度,留有一定的间隙,一般为1.5-2.5毫米。为了减少锌在焊缝中的渗透,焊接前可将槽中的镀锌层去除,然后进行焊接。
在实际监理工作中,采用集中切槽、无钝边技术和双层焊接技术对集中切槽进行控制,减少了不焊透的可能性。
根据镀锌管的母材选用焊条。J422操作简单,是低碳钢的常用选择。
焊接方式:在焊接层多层焊缝时,尽量使锌层熔化、汽化、蒸发出焊缝,可大大减少焊缝中残留的锌液。


批发涂塑钢管_优质厂家,达讯钢管(江门市恩平市分公司)为您提供批发涂塑钢管_优质厂家产品案例,联系人:王昭斌,电话:【0527-88266222】、【0527-88266222】。
我们的其他产品