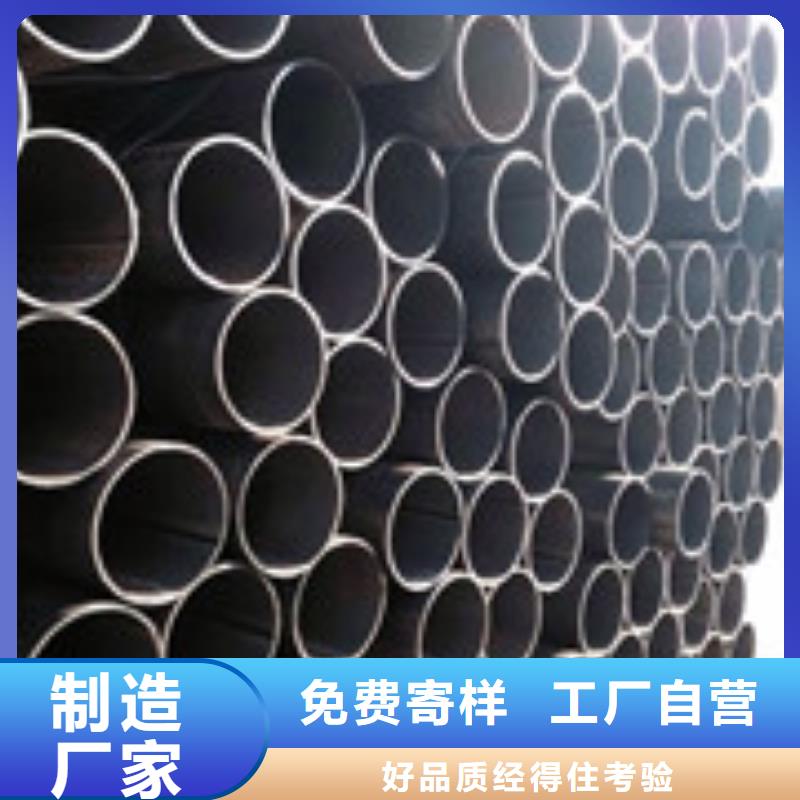
资讯:镀锌钢管生产厂家
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 资讯:镀锌钢管供应范围覆盖江西省、赣州市、信丰县、章贡区、赣县区、大余县、上犹县、崇义县、安远县、龙南市、定南县、全南县、宁都县、于都县、兴国县、会昌县、寻乌县、石城县、瑞金市、南康区等区域。 |


生产工艺
黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀济→热空气烘干→热浸镀锌→冷却→钝化和漂洗→卸料→检验、修整→包装入库、运输
只能提供大致流程,更详细的属于各生产厂家的机密
镀锌管应该达到的技术要求
1、牌号和化学成分
镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。
3、螺纹及管接头
3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。
3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。
4、力学性能 钢管镀锌前的力学性能应符合GB 3092的规定。
5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。
6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处
应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。



与我们合作,能提高您的效率,降低时间和人工成本,提高 镀锌无缝钢管产量与质量,产品与企业形象,增强竞争力。 我们将以热诚的服务,良好的 镀锌无缝钢管产品质量,竭诚为广大用户走上致富之路。 赣州信丰鑫昶钢铁贸易有限公司宗旨,以质量求生存,以服务求发展。


镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于Zn-Fe原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难得到良好的焊接质量。
镀锌钢的焊接方法较多,一般在镀锌钢结构中常用气焊、手工电弧焊、CO2气体保护焊、埋弧自动焊、钨极氩弧焊等方法。气焊过去常用于镀锌管的焊接,由于气焊热输入不集中,容易产生缺陷,焊缝机械性能差等缺点,目前在安装行业基本淘汰。气焊对镀锌层破坏较大。



焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位臵继续向前施焊。焊接完毕后要及时清理焊缝,并刷涂富锌底漆,做好防腐措施。

产品




- 不锈钢板厂家服务完善 2026-02-26
- 护栏板实体生产厂家 2026-02-26
- 性价比高的不锈钢天沟厂家 2026-02-26
- 法兰厂家 2026-02-26
- 本地绕筋机厂商 2026-02-26
- 有现货的不锈钢管厂实体厂家 2026-02-26
- 精密钢管品质甄选 2026-02-26
- nm360耐磨板厂家价格合理 2026-02-26
- 无缝管产地直销 2026-02-26
- 活性氧化铝干燥剂-厂家为您在线服务 2026-02-26
- 铜鼓耐磨钢板耐磨600板 可接急单 2026-02-26
- 罗甸防静电地板,陶瓷防静电地板库存齐全厂家直供 2026-02-26
- 徐州贾汪别墅铝合金落水管-您的优选 2026-02-26
- 法兰毛坯厂家总部 2026-02-26
- 定制无缝钢管_品牌厂家 2026-02-26
- 选择正规管道清淤厂家 2026-02-26
- 畅销的高分子聚乙烯逃生管生产厂家 2026-02-26
- 回收工厂-厂家 2026-02-26
- 共同合作【凯美】汕头书库智能密集书架 2026-02-26
- 制造厂家【凯美】琼海市保密柜 2026-02-26
- 常见问题【凯美】嘉峪关钢制手摇密集架 2026-02-26
联系方式
