建材供应商
更新时间:2026-01-08 23:20:31 ip归属地:周口,天气:晴转多云,温度:-1-9 浏览:1次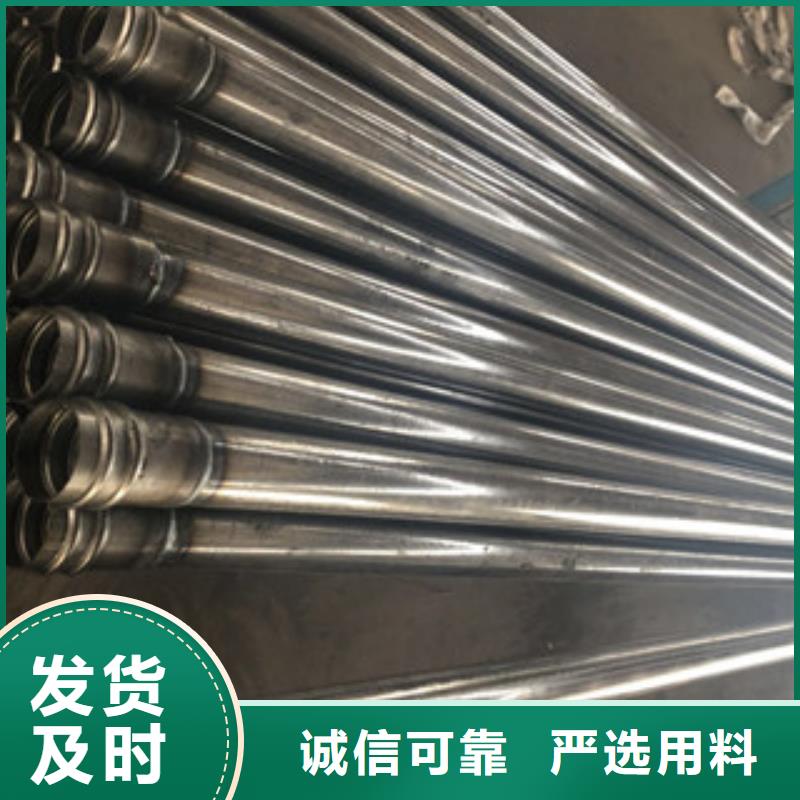


- 发布企业
- 宝益德钢管(周口市鹿邑县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 声测管厂家
- 所在地
- 运河区浮阳大道10号阳光写字楼312
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 马哲 请说明来自华尔网,优惠更多
详细介绍




声测管的焊缝比直缝管长,如管长为L,则焊缝长度为Lcos。
长期以来争论不休的声测管与直缝管,特别是与UOE钢管相比谁更优越的问题。
声测管制造技术发展到今天,我们应该地、正确地进行评价和比较,重新认识声测管焊缝较长的问题。
首先,由于缺陷与焊缝相平行,故对声测管来说,其焊缝的缺陷为“斜缺陷”。
在使用过程中,声测管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍



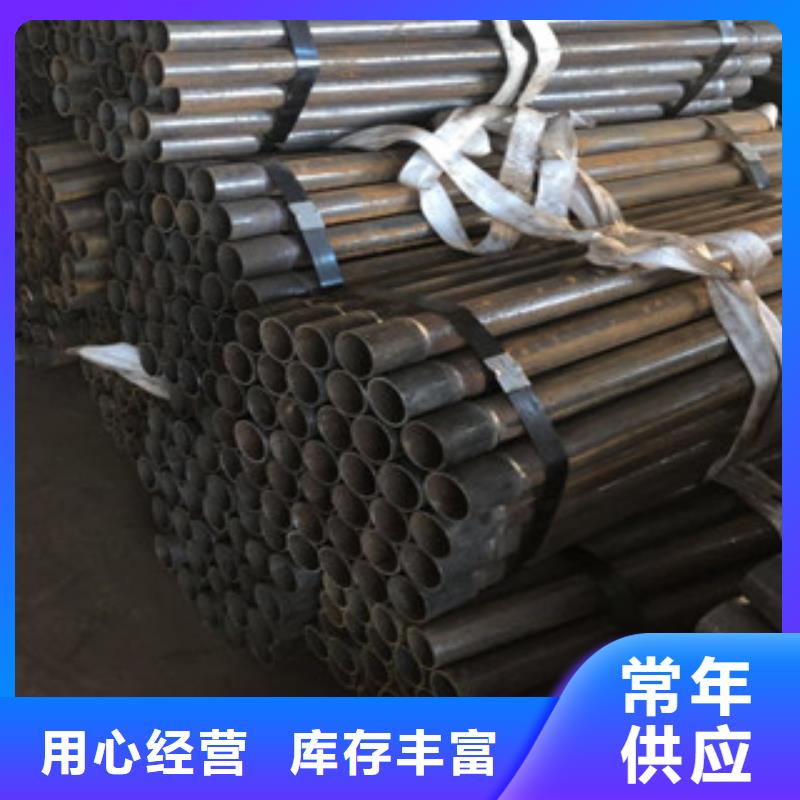
周口鹿邑宝益德钢管有限公司主要生产各种型号 声测管厂家等十几大系列。几年来, 声测管厂家不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


1.声测管企业
(1)12月13日0时前未通过超低排放验收的烧结机、竖炉停产至12月31日。
(2)严格执行错峰生产要求,对于停产不彻底和延迟错峰时间的高炉,相关声测管企业要于12月13日0时前彻底停产到位。
(3)12月13日0时至17日24时、12月26日0时至31日24时,在保生产、保居民供暖的前提下,声测管企业执行重污染天气I级应急响应措施。根据气象扩散条件和污染程度,市环保指挥中心将适时采取进一步加严的管控声测管措施。
2.声测管焦化企业
延长出焦时间至36小时以上,在夜间减少装煤出焦次数。
3.水泥企业。协同处置城市垃圾(含污泥)或危险废物等保民生任务的水泥窑企业,在满足保民生任务的前提下,减产50%,单窑企业实施间歇式生产;其他水泥企业(含粉磨站)全部停产。
4.铸造、建材、橡肢、轧钢、钢锹、锻造、散热器、塑料、耐火保温材料、石灰窑、页岩砖、家具制造行业停产。
5.非规上以及未纳入错峰生产的工业企业由属地政府负责组织停产到位。
(二)、强化车辆管控
1.根据气象扩散条件和污染程度在全市实施机动车单双号限行。
2.卡住国、省干道进入市区路口,禁止运输煤炭车辆进入市区。



分析声测管厂家在生产中对焊接质量有什么要求:
1 输入热量
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
Ep——屏压,kV;
Ip——屏流,A〔1〕
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。

焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的佳焊接压力。根据实践经验单位焊接压力一般为20~40MPa。
由于声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。
因此在声测管厂家时,应在机组的机械设备和焊接装置所允许的大速度下,根据不同规格品种选择合适的焊速。
4 开口角
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。