您当前的位置:华尔网 » 深圳华尔网 »深圳产品 » 轧辊钢 合金钢厂家使用方法
轧辊钢 合金钢厂家使用方法
更新时间:2026-02-24 12:53:52 ip归属地:深圳,天气:晴,温度:10-21 浏览:18次
- 发布企业
- 新物通物资(深圳市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 10CrMo910珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂
- 所在地
- 东昌府区滦河路170号
- 联系电话
- 13969518687
- 手机
- 15263500888
- 联系人
- 李博 请说明来自华尔网,优惠更多
详细介绍
以下是:广东省深圳市轧辊钢 合金钢厂家使用方法的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 轧辊钢 合金钢供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道等区域。 |
【新物通】以匠心打造多元场景产品,涵盖盐田121*80液压油缸管、福田不锈钢管生产厂家、广州316不锈钢管、惠州316Ti不锈钢管价格等。轧辊钢 合金钢厂家使用方法,新物通物资(深圳市分公司)为您提供轧辊钢 合金钢厂家使用方法的资讯,联系人:李博,电话:【13969518687】、【15263500888】。 广东省,深圳市 深圳市的前身是宝安县,明清时期主体部分属广州府新安县,建市之前属惠阳地区。深圳之名始见史籍于明朝永乐八年(1410年),1979年,成立深圳市,1980年,成为中国设立的个经济特区。
想要更直观地了解轧辊钢 合金钢厂家使用方法产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:广东深圳轧辊钢 合金钢厂家使用方法的图文介绍
新物通物资(深圳市分公司)注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 10CrMo910珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂生产能力和科技开发水平。公司 10CrMo910珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂生产设备精良, 10CrMo910珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。


带钢热轧机上的轧辊即为高速钢复合轧辊,辊套采用高速钢材料,与高铬铸铁轧辊相比,高速钢复合轧辊的力学性能已显示出明显的优势。但由于高速钢复合轧辊工作层的基体上通常分布着组织粗大、脆性高的碳化物,导致辊面的硬度和热疲劳性能不佳,耐磨性较差,使用寿命较短,换辊频度上升,加上成本因素综合考虑,仍不能完全取代高铬铸铁轧辊。针对上述问题,本文开展了影响高速钢组织与性能的研究,对加入钒、铌等合金元素的轧辊用高速钢试件进行了淬火与回火热处理试验,分析了淬火温度、回火温度对高速钢硬度的影响,并通过金相组织显观察和能谱分析,研究了高速钢中碳化物的主要类型,制定了能获得更多颗粒状弥散分布碳化物的热处理工艺参数,进而为高速钢复合轧辊的实际生产提供了依据。



锻造由压钳把、倒棱、镦粗、拔坯压实、精锻等基本工序组成。锻造辊套时,尚有冲孔、扩孔等工序。锻造比是反映锻件质量的重要指标之一,热轧辊的锻造比一般不小于2.5;冷轧辊不小于3;支承辊不小于2。借助于冶炼和锻造技术的改进,锻造比可适当降低,如用电渣重熔钢生产冷轧辊选用锻造比为2。钢锭的冒口应有足够的切除量,以便去除钢锭的缩孔和偏析。通常热轧辊的锻件钢锭利用率为55%~62%;冷轧辊及支承辊为55%~60%。轧辊钢锭镦粗后,依轧辊的种类、重量及尺寸大小选用不同锻造法进行拔坯压实工序。宽砧大压下量锻造法(KD法)适用于高、中及低塑性,大、中型冷、热轧工作辊及支承辊;宽平砧强压下锻造法(wHF法)和去除中心部位拉应力锻造法(FM法)适用于高、中塑性大型及特大型支承辊;中心压实法同WHF法或FM法可配合使用。各种锻造方法的参数列于表3。轧辊锻件的典型锻造工艺列于表4。


高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。



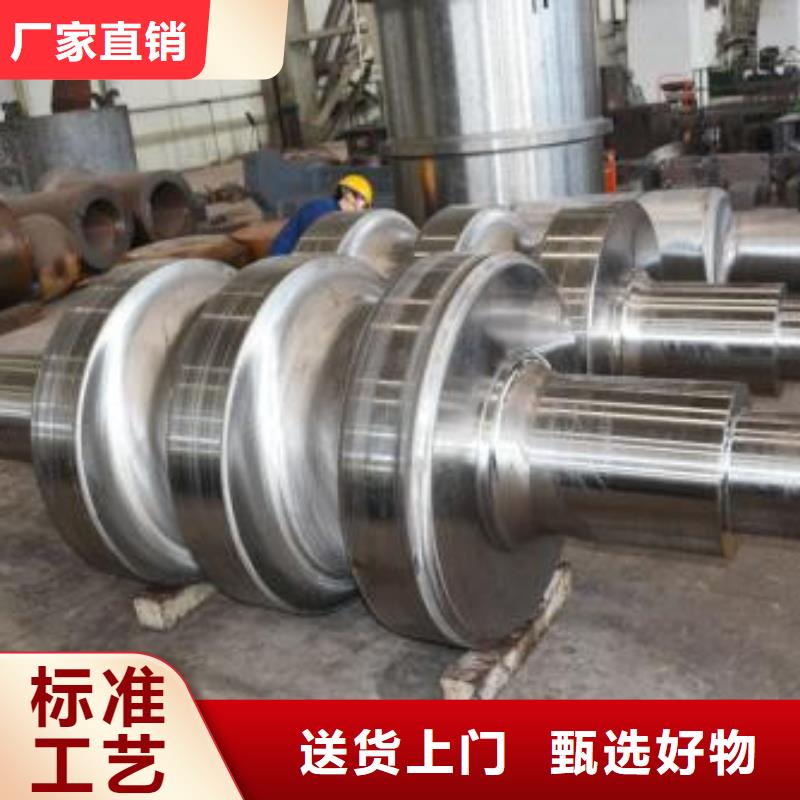
轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
轧辊损坏原因轧机部件中轧辊的工作条件为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。

轧辊钢 合金钢厂家使用方法_新物通物资(深圳市分公司),固定电话:【15263500888】,移动电话:【13969518687】,联系人:李博,东昌府区滦河路170号。