公司新闻
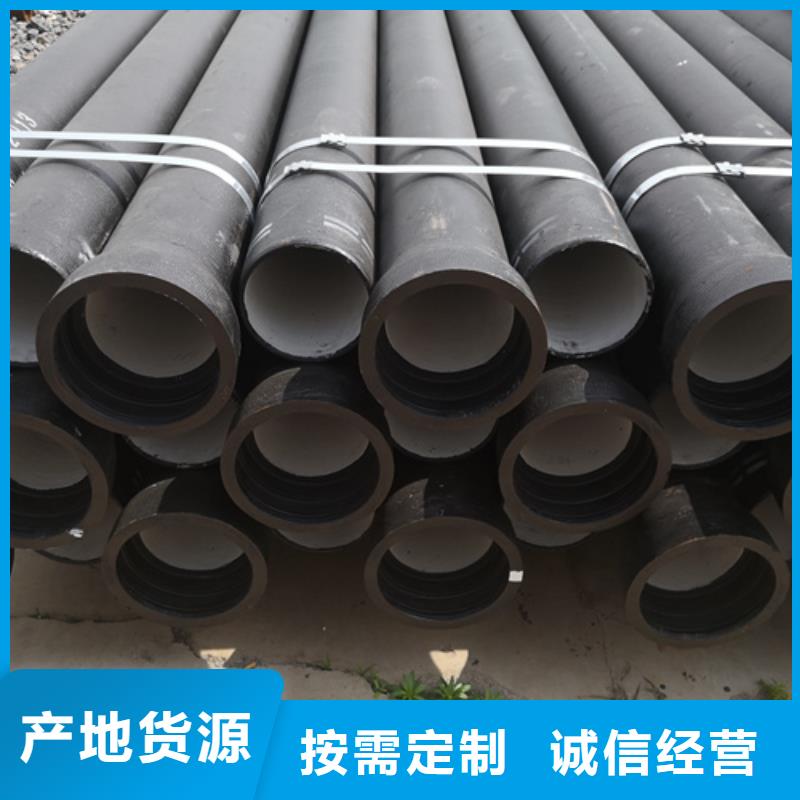
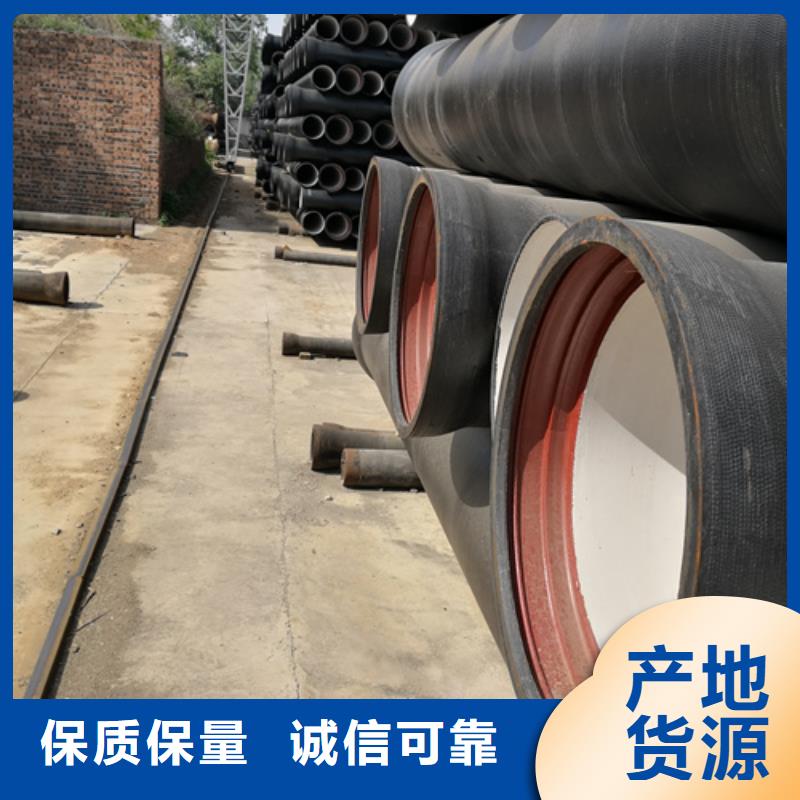
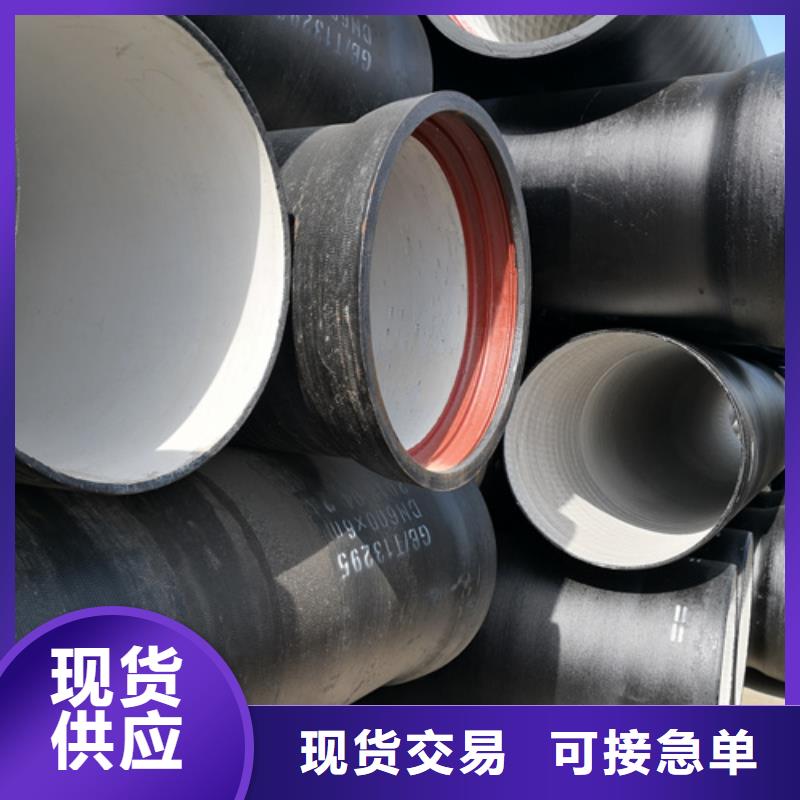
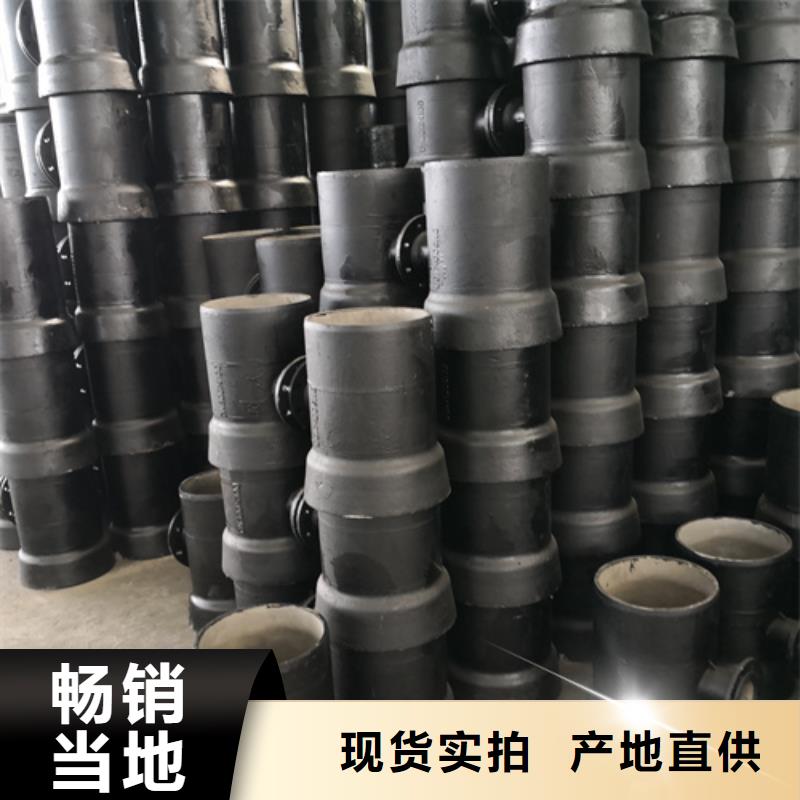
国标DN600球墨铸铁管-热销
更新时间: 2026-03-22 11:31:26 ip归属地:宿州,天气:多云,温度:8-19 浏览:4次
以下是:安徽省宿州市国标DN600球墨铸铁管-热销的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议 |
| 小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 范围 | 国标DN600球墨铸铁管-热销供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 埇桥区、砀山县、萧县、灵璧县、泗县等区域。 |
【鹏瑞】以匠心打造多元场景产品,涵盖萧县球墨铸铁井盖厂家、泗县球墨铸铁井盖DN800、淮南排水球墨铸铁管DN200、铜陵dn600球墨铸铁管、安庆离心承插式w型球墨铸铁管等。国标DN600球墨铸铁管-热销,鹏瑞管业(宿州市分公司)专业从事国标DN600球墨铸铁管-热销,联系人:喻经理,电话:【0527-88266222】、【0527-88266222】,以下是国标DN600球墨铸铁管-热销的详细页面。 安徽省,宿州市 宿州市,简称“蕲”,安徽省辖地级市,位于安徽省东北部,东、东北与宿迁和徐州接壤,南临蚌埠,西至西北与淮北、商丘和菏泽相邻,介于东经116°09′—118°10′、北纬33°18′—34°38′之间,总面积9939平方千米。截至2022年10月,宿州市辖1个区、4个县。截至2022年末,宿州市常住人口530.0万人。
文字再美,也抵不过视频中的国标DN600球墨铸铁管-热销产品真实呈现,赶快点击观看吧!
以下是:安徽宿州国标DN600球墨铸铁管-热销的图文介绍
鹏瑞管业(宿州市分公司)是一家集科研、开发、设计、生产、销售 球墨铸铁管为一体的新兴民营科技型企业,公司本着“以人为本,为客所想”经营方针,努力做好每个 球墨铸铁管产品,回报客户的厚爱。您们的需求永远是我们的追求,我们将一如既往的以扎实、勤恳的工作作风服务于客户。


山东鹏瑞管业球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广。在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理!1. 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤0.01%,我国条件下,目标位为S≤0.02%,锡柴和常柴可达到S≤0.015%。包底Na2CO3冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。脱硫剂分CaC2系和CaO两大类。CaC2脱硫效果好,可将硫由0.04~0.06%降至0.01%以下,浮渣呈颗粒状易于去除,只是它的价格贵、熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮、防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在60~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为30~50%,此时脱硫渣呈熔融状。



球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。



国标DN600球墨铸铁管-热销,鹏瑞管业(宿州市分公司)为您提供国标DN600球墨铸铁管-热销产品案例,联系人:喻经理,电话:【0527-88266222】、【0527-88266222】。
其他新闻
- 【】ZW32-12YG/T1250-31.5 2026-03-22
- 灵璧不锈钢水箱方形水箱 2026-03-22
- 琼海市连廊钢结构滑动支座优质之选 2026-03-22
- 5#镀锌槽钢厂家销售公司 2026-03-22
- 220毫米厚A3钢板切割下料价格 2026-03-22
- 型钢桥梁伸缩缝实体厂家质量有保障 2026-03-22
- 采购316K不锈钢焊管_认准福伟达管业有限公司_值得信赖 2026-03-22
- 42CrMo无缝钢管报价 2026-03-22
- 张家港市打捞队正规潜水队伍 2026-03-22
- 细沙回收机挖沙船二手球磨机 2026-03-22
- 小白孕妇空气守护机智能空气净化器销售热线专业完善售后 2026-03-22
- 社区精神堡垒品质保证 2026-03-22
- 直角方矩管全国发货 2026-03-22
- 供应法式可升降课桌椅认准不锈钢柜铁皮柜更衣柜文件柜书架货架公司 2026-03-22
- C臂室铅玻璃上门服务 2026-03-22
- 保山排水管雨水管质量保证 2026-03-22
- 广西单向铸铁闸门渠道专用电话 2026-03-22
- 304焊管厂家-售后服务好 2026-03-22
产品

联系方式
