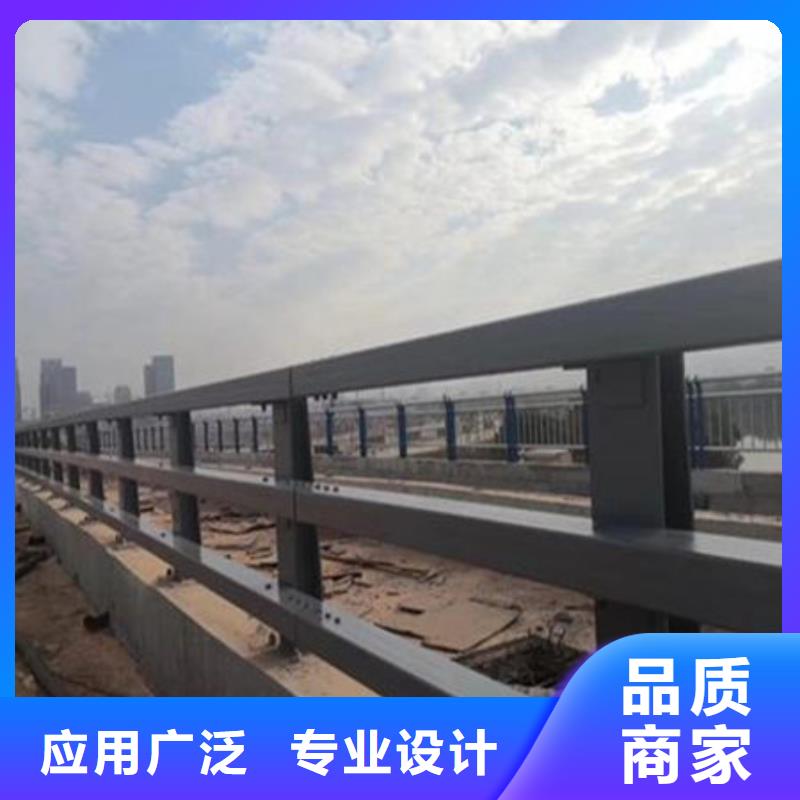
景观复合管护栏厂家
更新时间:2026-05-26 19:40:10 ip归属地:泰安,天气:阴转多云,温度:19-23 浏览:8次



- 发布企业
- 华尔新材料科技(泰安市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 999999
- 运费
- 电议
- 关键词
- 不锈钢复合管厂家
- 所在地
- 凤凰工业园
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 房健 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999999 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 聚晟 |
| 可定制 | 是 |
| 范围 | 景观复合管护栏供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 泰山区、岱岳区、宁阳县、东平县、新泰市、肥城市等区域。 |


桥梁护栏的喷粉处理技术分析
桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的涂层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠。
桥梁护栏采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃。
对于桥梁护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定。一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间。
桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法。



多年来完成了多个 不锈钢复合管厂家订单。敢于承接急项目硬项目,从而实现了客户满意,并带动企业发展的目标。良好的 不锈钢复合管厂家产品及满意的服务为公司赢得了更多客户的信任, 不锈钢复合管厂家产品销售各地并不断承揽大型工程,是一家值得信赖的厂家。 润吉公司与客户,携手共同开拓进取,不断创新为环保事业做出大的贡献。让我们与客户共同发展、进步。


1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。


细说下不锈钢复合管护栏的焊接过程
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,
则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩
短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的
缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设
置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各
种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这
时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内
壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽
量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。


