止水铜片中心
更新时间:2026-02-22 13:52:15 ip归属地:唐山,天气:晴,温度:-10-2 浏览:2次
- 发布企业
- 金鸿耀工程材料(唐山市分公司)
- 报价
- 10/米
- 品牌
- 10/米
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 止水紫铜片
- 所在地
- 羊里街道办事处
- 联系电话
- 15650312333
- 手机
- 15650312333
- 联系人
- 程经理 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |
| 范围 | 止水铜片中心供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 路南区、路北区、古冶区、丰南区、丰润区、曹妃甸区、滦县、滦南县、乐亭县、迁西县、玉田县、遵化市、迁安市等区域。 |



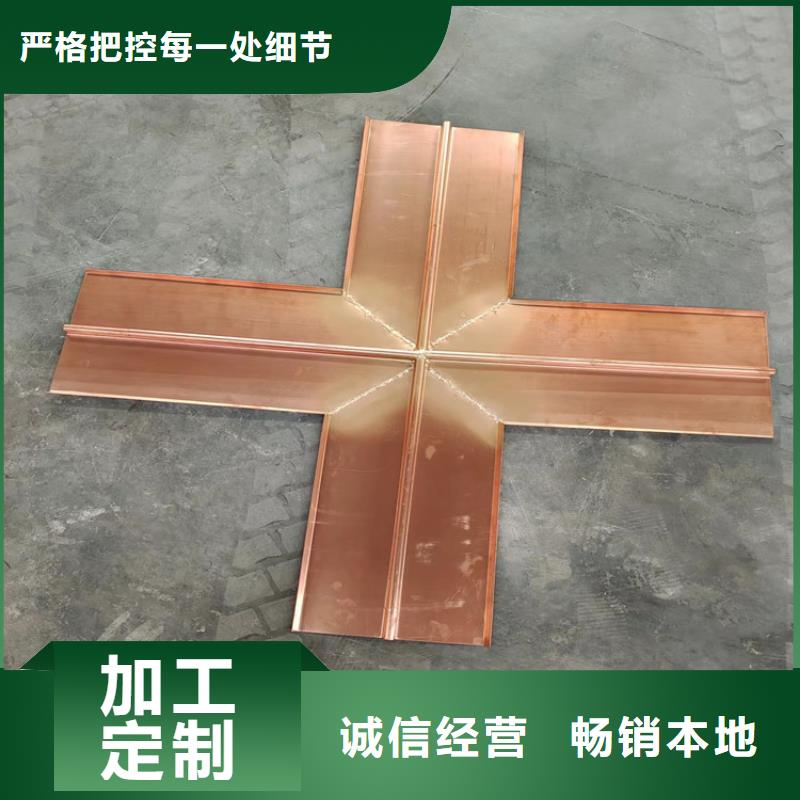
唐山止水铜片是一家大型的止水铜片生产厂家,唐山止水铜片专业生产各种型号规格的紫铜铜止水材料。免费提供加工成型技术(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工技术的发展趋势。
当今世界铜加工技术已经发展到了一个新的高度生产线的连续化、自动化程度很高成材率和能耗都已经控制在较好的水平。尽管如此国内外铜加工行业仍在不断研究开发短流程、节能降耗、率的加工技术。与此同时十分重视生产环节中每一具体作业技术的精细化从而使生产过程更加稳定、可靠制品质量更加稳定、一致。
经过几十年的发展特别是近十多年的努力中国铜加工技术已不再是亦步亦趋的跟随者而是在某些方面有所突破、有所贡献的参与者成为世界铜加工业的重要组成部分并对世界铜加工技术和行业发展产生了重要影响。应该说我国对上引连铸技术、带坯水平连铸技术、管材串联拉伸技术、连续挤压技术、潜流转炉、电磁搅拌、多头连铸技术等的发展都作出了重要贡献。但是我国在许多方面特别是在感应体技术、板带箔生产技术等方面与世界先进水平还有较大的差距。
因此我国铜加工技术发展的总体趋势仍然是借鉴国外的先进经验消化吸收国外先进技术并进行再创新。在提高产品质量等级、提高成品率和生产效率、注重环境保护、节能降耗上下工夫缩小与国外先进水平的差距。
具体的发展方向如下:
1、应当充分重视原料处理技术的改进。如废旧料的分选技术、净化技术提高原料的纯净度和利用率。充分重视铜金属再生技术的开发研究充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源降低原料成本。
2、应当重视铜及铜合金感应熔炼的感应体技术研究提高熔炼效率降低能耗。重视炉衬材料和筑炉技术的研究进一步提高炉衬材料和筑炉技术的标准化水平提高熔炉的寿命。进一步改进转炉方法潜流转炉技术;进一步改进熔体覆盖和保护技术寻找更加、环保的覆盖剂减少熔体吸气和污染。进一步电磁辅助技术的应用范围。进一步开展活泼元素加入方式及其含量控制方法的研究提高活泼元素的实收率和合金成分的均匀性。应当特别重视各种铸造过程的数值模拟技术的研究开发系统软件并指导和改进结晶器设计及铸造工艺提高铸锭质量。进一步研究近终成型连续铸造一冷加工的短流程生产工艺和技术实现生产方式的重大突破。
止水铜片铜止水焊接过程中,易出现焊接不牢固、有孔洞砂眼等情况,唐山止水铜片同时由于铜止水具有良好的加工塑性,因此在焊接过程中也易产生变形。为了防止焊接变形,可以采用将紫铜止水的接头点焊牢固后,再才对接头施焊,焊接时不断向焊缝加入硼砂,同时用铁棒或扳手下压,或者敲击焊缝接头,使接头连接处,结合密切紧凑,以便于焊接顺利进行。
铜止水是应用在高级水工建筑中常见的止水材料,铜止水可应用于水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体孔内的孔洞止水、厂房止水、溢流面下橫缝止水系统等。而铜止水的厚度,跟水工建筑的止水效果有直接联系。随着紫铜止水厚度的增加,其耐用性呈线性上升趋势。而铜止水的厚度,根据不同的工程需要,可加工为0.5mm~20mm。由于紫铜止水常用于发电站、止水大坝、桥梁止水以及隧道止水,其厚度常常采用1mm,1.5mm,2mm等。
止水铜片紫铜止水焊接,通常采用搭接焊的方式,唐山止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。
采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。
但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。

唐山止水铜片紫铜片止水带 唐山止水铜片 紫铜止水带价格 按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空腔内填满塑性材料。五、紫铜止水带接头必要时进行强度检查,抗拉强度不应低于母材强度的75%。六、紫铜止水带与PVC止水带接头,宜采用螺栓栓接法(俗称塑料包紫铜),栓接长度不宜小于35cm。七、紫铜止水带安装应由模板夹紧定位,支撑牢固。水平止水片(带)上或下50cm范围内不宜设置水平施工缝。如无法避免,应采取措施把止水带埋入或留出。