您当前的位置:华尔网 » 河南华尔网 »河南产品 » 余姚16MnDG无缝管-冷库工程用酸洗磷化钝化钢管
余姚16MnDG无缝管-冷库工程用酸洗磷化钝化钢管
更新时间:2026-05-21 07:05:36 ip归属地:河南,天气:多云转阴,温度:16-25 浏览:8次
- 发布企业
- 格瑞管业(河南省分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 酸洗钝化无缝钢管
- 所在地
- 开发区
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 邓经理 请说明来自华尔网,优惠更多
详细介绍
以下是:河南省余姚16MnDG无缝管-冷库工程用酸洗磷化钝化钢管的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 400/吨 |
| 发货期限 | 2天内 |
| 供货总量 | 50000 |
| 运费说明 | 汽运 |
| 小起订 | 0.1 |
| 质量等级 | 1级 |
| 是否厂家 | 厂家 |
| 产品材质 | 碳素管 |
| 产品品牌 | 宝钢 攀钢 |
| 产品规格 | 10-536 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 10-536 |
| 可售卖地 | 全国 |
| 产品重量 | 0.19 |
| 产品颜色 | 可定制 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 全国 |
| 是否进口 | 否 |
| 产品 酸洗钝化无缝钢管 | 产品表面 可定制 |
| 生产工艺 热轧管 | 计重方式 过磅 |
| 是否加工 可酸洗配件 | 连接方式 焊接式 |
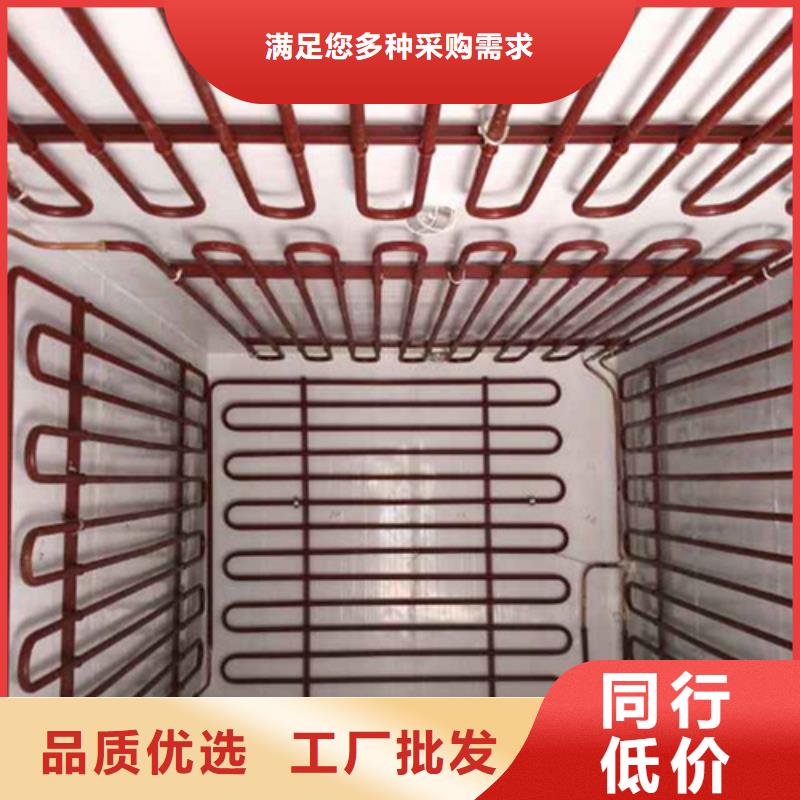
| 范围 | 余姚16MnDG无缝管-冷库工程用酸洗磷化钝化钢管供应范围覆盖河南省 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市等区域。 |
余姚16MnDG无缝管-冷库工程用酸洗磷化钝化钢管_格瑞管业(河南省分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:邓经理,开发区。 河南省 河南省,简称“豫”,中华人民共和国省级行政区,省会郑州,是全国农产品主产区和重要的矿产资源大省、人口大省、重要的综合交通枢纽和人流、物流、信息流中心、全国农业大省和粮食转化加工大省。河南省位于中国中东部、黄河中下游,东接安徽、山东,北接河北、山西,西连陕西,南临湖北,总面积16.7万平方千米。






酸洗钝化钢管的酸洗磷化,钝化的知识什么是腐蚀?腐蚀是一种电化学变化过程,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司酸洗钝化无缝管的几种处理方法未经处理的金属表面存在少量电离子,酸洗无缝钢管这些电离子会由高电位区(阴极)向低电位区(阳极)移动,因此产生电流。在此电流的作用下会加速对金属破坏性的攻击而在金属电位薄弱的部位产生腐蚀,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-
山东聊城格瑞管业有限公司然后移入1000mI容量瓶中用蒸馏水稀释至刻度,即为蓝点检验液,储存期为一周。试验方法:将蓝点检验液滴在贴附于不锈钢表面的试纸上,30秒钟后试纸上显示出蓝点即为不合格。需要注意的是化学试验会破坏不锈钢的钝化膜,通常可以用试板与产品同时进行酸洗钝化,再在试板上进行上述试验。酸洗钝化无缝钢管三个主要环节?酸洗钝化无缝钢管的加工处理:酸洗,钝化(磷化 皂化)的清洗作业因现场被清洗设备,酸洗钝化无缝管加工工艺管道的材质,钝化无缝钢管锈垢等附着物的性质和使用要求等的不同,而有不同的清洗配方和工艺条件。但其工艺程序和清洗原理一般是相同的,残液检验:用酚酞试纸检查不锈钢表面残液的冲净程度,PH值中性为合格。蓝点试验:蓝点试验法的基本原理为,若表面钝化膜不完整或有铁离子污染.就会有游离的铁离子存在,铁溶液遇到铁离子即反应生成蓝色沉淀,反应式如下 用100mL烧杯将10g铁溶于50mI蒸馏水中,溶解后加入30mI浓硝酸,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司即由水冲洗去除泥砂,灰尘;碱洗去除油脂和碱溶物;水冲洗置换;酸洗去除氧化鳞皮和锈垢;水冲洗置换和漂洗;钝化保护;过程的残液处理等7个部分组成。上述程序中,酸洗钝化无缝管加工工艺碱洗,钝化无缝钢管飞溅物清理干净,钝化无缝钢管钝化是三个主要环节,而酸洗是整个清洗作业的核心。水冲洗等作为主要环节的过渡措施和残液处理也是十分重要和必不可少。其中碱洗,酸洗,钝化三个主要环节的为关键。
酸洗钝化无缝钢管产量可能在2018年创下历史新高,1-11月的产量较2017年同期增长6.7%至8.5737亿吨。2018年12月未锻轧铜进口降至429000吨,较2017年同期减少4.7%,较11月亦减少4.7%。11月进口也逊于2017年同月,表明年底出现一些疲态,尽管2018全年铜进口强劲增长12.9%。铁矿石进口也看起来不那么热络,12月进口8665万吨,较去年同期增长3%,但不足以阻止2018全年下降1%,这是2010年以来首见年度下滑。这表明转向更高等级的铁矿石,以使高炉产出极大化,意味着钢厂能够不用扩大进口铁矿石就可提高产量。这个数字也不算疲软,但同样也没有透露出2019年的可能趋势。12月份煤炭表现看来相当疲软,进口量从2017年同月下降55%至1023万吨。但这完全是受到政策的驱动,北京当局施压交易商要求他们限制进口,因为不想让2018年煤炭进口总量超过2017年。
酸洗钝化无缝钢管厂在现阶段采用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上,山东酸洗厂采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油)→热水洗→流水洗→步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品)步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范。
在河南省本地采买余姚16MnDG无缝管-冷库工程用酸洗磷化钝化钢管到格瑞管业(河南省分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:邓经理-【0527-88266222】。
公司新闻
我们的其他产品