您当前的位置:华尔网 » 孝感华尔网 »孝感产品 » 桥梁防撞护栏【钢板立柱】价格透明
桥梁防撞护栏【钢板立柱】价格透明
更新时间:2026-02-14 19:50:30 ip归属地:孝感,天气:多云,温度:-1-12 浏览:2次


- 发布企业
- 聚金属制品(孝感市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 道路防撞护栏
- 所在地
- 汇通物流园B区116号
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 王经理 请说明来自华尔网,优惠更多
详细介绍
以下是:湖北省孝感市桥梁防撞护栏【钢板立柱】价格透明的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 材质 | 201、304、316、235、345 |
| 品牌 | 聚宜兴 |
| 范围 | 桥梁防撞护栏【钢板立柱】供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 孝南区、孝昌县、大悟县、云梦县、应城市、安陆市、汉川市等区域。 |
【聚宜兴】业务覆盖多领域场景,主营大悟镀锌波形护栏、云梦河道护栏、襄阳【景观】护栏、武汉不锈钢复合管栏杆、荆门【中央分隔栏】等产品服务。桥梁防撞护栏【钢板立柱】价格透明,聚金属制品(孝感市分公司)专业从事桥梁防撞护栏【钢板立柱】价格透明,联系人:王经理,电话:【17768165506】、【17768165506】,以下是桥梁防撞护栏【钢板立柱】价格透明的详细页面。 湖北省,孝感市 孝感市因东汉孝子董永卖身葬父、行孝感天动地而得名,是湖北省区域性中心城市、武汉城市圈和长江中游城市群重要成员、新型城镇化综合试点地区,也是华中地区潜力和竞争力的城市之一,综合竞争力在湖北省排名前列;市内拥有多个A级风景区,其中双峰山、汤池温泉、天紫湖、观音湖、天屿湖五个旅游度假区被评为4A景区。
我们精心制作的桥梁防撞护栏【钢板立柱】价格透明产品视频已经准备就绪,【解锁新品!】桥梁防撞护栏【钢板立柱】价格透明产品视频,带你穿越新品体验之旅!
以下是:湖北孝感桥梁防撞护栏【钢板立柱】价格透明的图文介绍
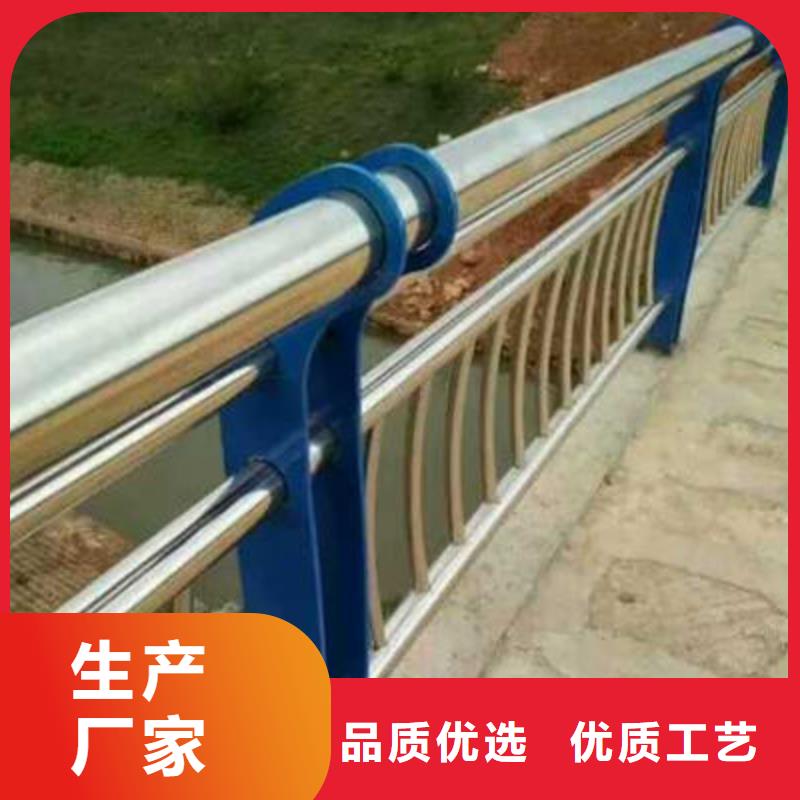
聚金属制品(孝感市分公司)是专业生产销售 道路防撞护栏 的企业。我司规格齐全,保质保量。公司一贯以: 服务至上、质量可靠、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。持续改进是我们永恒的目标,我们将以坚持 不懈的奉献精神和优质的产品、低廉的价格竭诚为您服务,望广大新老客户前来洽谈业务。我们将与 您携手共铸辉煌!


在搭建时,防护雕栏需要采纳扣件连接,丝扣链接,螺栓链接或许焊接和其他可靠的方式进行连接,必须要包管防护栏杆的可靠性和性,同时防护雕栏要采用另外方式进行牢固时,需要有单位的专科工程技能职员进行核算,通过后才可进行下一步的开工检测和使用。在立柱安设以前 应从头放线 以划定埋板位置与焊接立杆的准确性,如有误差 及时批改应保 证不锈钢立柱完全坐落在钢板上而且四周能够焊接,一种防备和保护的方式杆件焊接拼装完成后,对于无显著凹痕或凸出较原始的肉食龙的一属焊珠的焊缝,可径自举行抛光。对待有凹 凸残余或较原始的肉食龙的一属焊珠的焊缝则应有角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无显著的焊接痕。



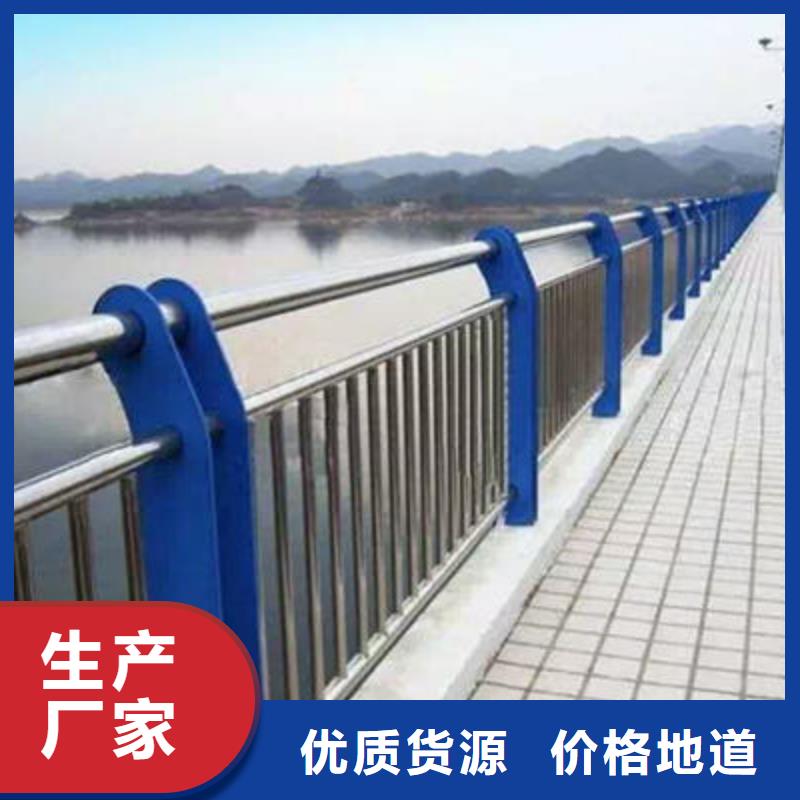
护栏绿化是道路绿化中很重要的一项,以前的护栏很简单,几个石墩用钢材连接就可以用作护栏,随着城市立体绿化的发展,护栏的多样性已经不仅仅局限于一些简单的样式,并且护栏绿化变得越来越受欢迎,这是为什么呢?
道路中为什么要设置护栏呢?
1、能够阻止车辆驶出路外,或阻止失控车辆穿越分隔带驶入对向车道
2、车辆碰撞防护栏的运动轨迹应能圆滑过渡,使车辆回到正常行驶方向,并减少二次事故的可能性
3、一旦失控车辆与护栏发生碰撞时,能减弱对司机和乘客的损伤
4、诱导司机的视线,能清晰地看到道路前进方向和道路轮廓
因为设置护栏的必要性,所以我们的护栏绿化便必不可少,护栏的绿化不仅可以让护栏变得美观,增强城市的人文建设,而且护栏绿化有利于维护城市环境,缓解热岛效应,所以护栏绿化越来越受欢迎。
道路中为什么要设置护栏呢?
1、能够阻止车辆驶出路外,或阻止失控车辆穿越分隔带驶入对向车道
2、车辆碰撞防护栏的运动轨迹应能圆滑过渡,使车辆回到正常行驶方向,并减少二次事故的可能性
3、一旦失控车辆与护栏发生碰撞时,能减弱对司机和乘客的损伤
4、诱导司机的视线,能清晰地看到道路前进方向和道路轮廓
因为设置护栏的必要性,所以我们的护栏绿化便必不可少,护栏的绿化不仅可以让护栏变得美观,增强城市的人文建设,而且护栏绿化有利于维护城市环境,缓解热岛效应,所以护栏绿化越来越受欢迎。


不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



在湖北省孝感市采购桥梁防撞护栏【钢板立柱】价格透明请认准聚金属制品(孝感市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-【17768165506】)。
相关信息
- 汽车合格证 防伪资格价格低
- 整车物流【上海物流公司专线货运】定时发车
- 整车物流-上海到物流货运专线轿车托运
- 螺旋管螺旋钢管支持非标定制
- 螺旋管给排水流体管多年行业积累
- 地下管道带水安装气囊公司_欢迎咨询
- 不锈钢丝不锈钢板选择我们没错
- 焊烟油烟环保废气处理设备Rco催化燃烧环保废气处理设备厂家技术完善
- 【方矩管不锈钢管厂家自营】
- 重庆到返空货车运输公司长期配送难题
- 移动发电机租赁电话低噪音
- 201不锈钢圆钢口碑好
- 智能广告候车亭欢迎订购
- 铅板防护门钡板X射线施工
- 滚动灯箱宣传栏灯箱品质放心
- 贺州led屏回收,回收led模组实力雄厚
- 扬州压浆料设备基础通用型灌浆料多种款式可随心选择
- 双阳ALC板材建材轻质隔墙板AAC板材ALC板材厂家专业生产厂家