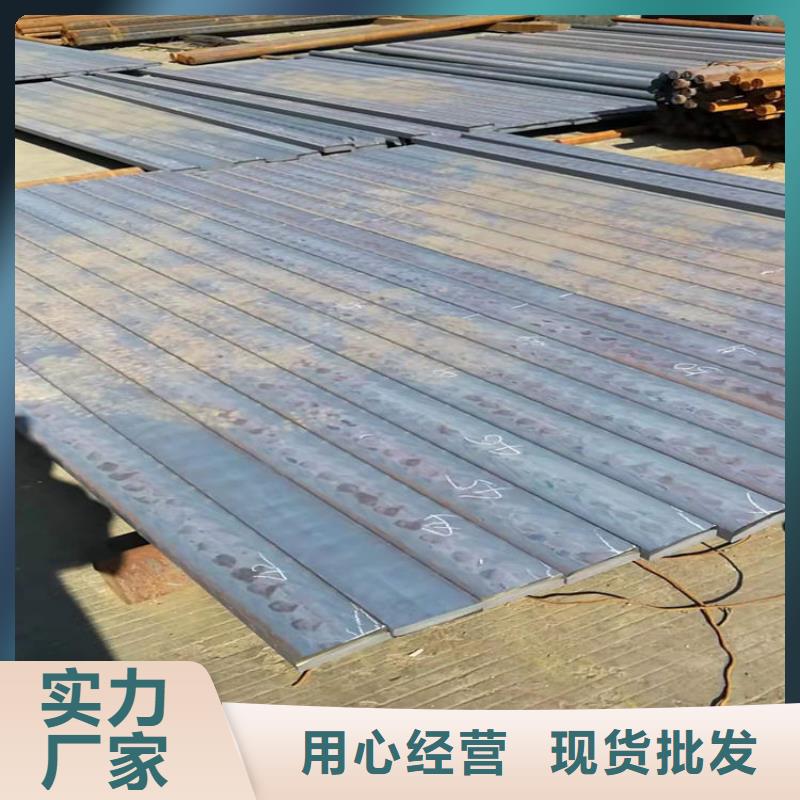
铸铁方棒QT600-3规格全
| 产品参数 | |
|---|---|
| 产品价格 | 5.6元/kg |
| 发货期限 | 当天发货 |
| 供货总量 | 88888 |
| 运费说明 | 议定 |
| 小起订 | 5 |
| 质量等级 | 国标 |
| 是否厂家 | 厂家 |
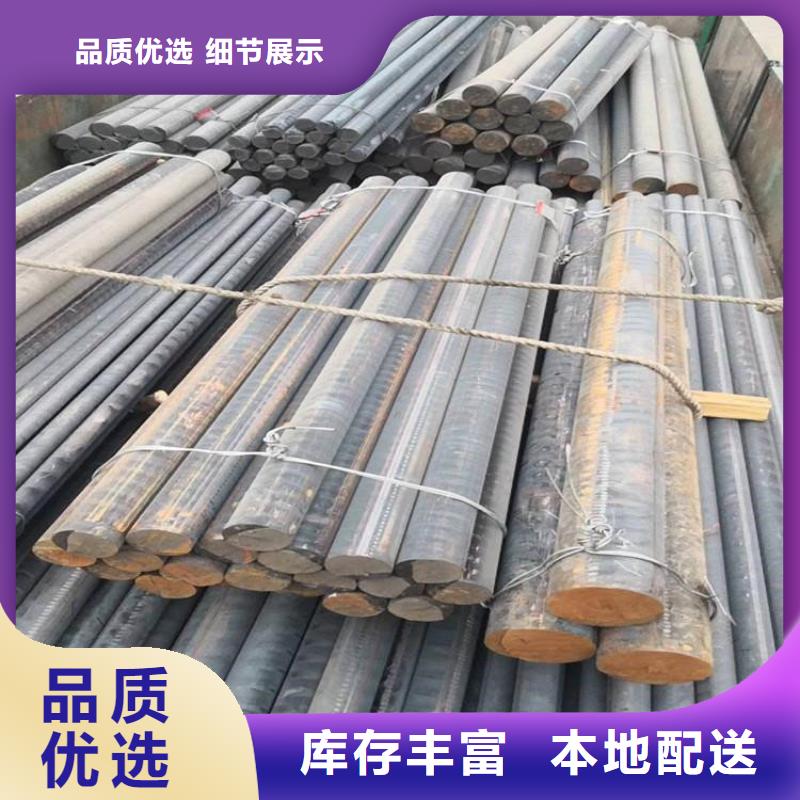
| 产品材质 | 铸铁棒 |
| 产品品牌 | 亿锦 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 产品名称: | 铸铁型材 |
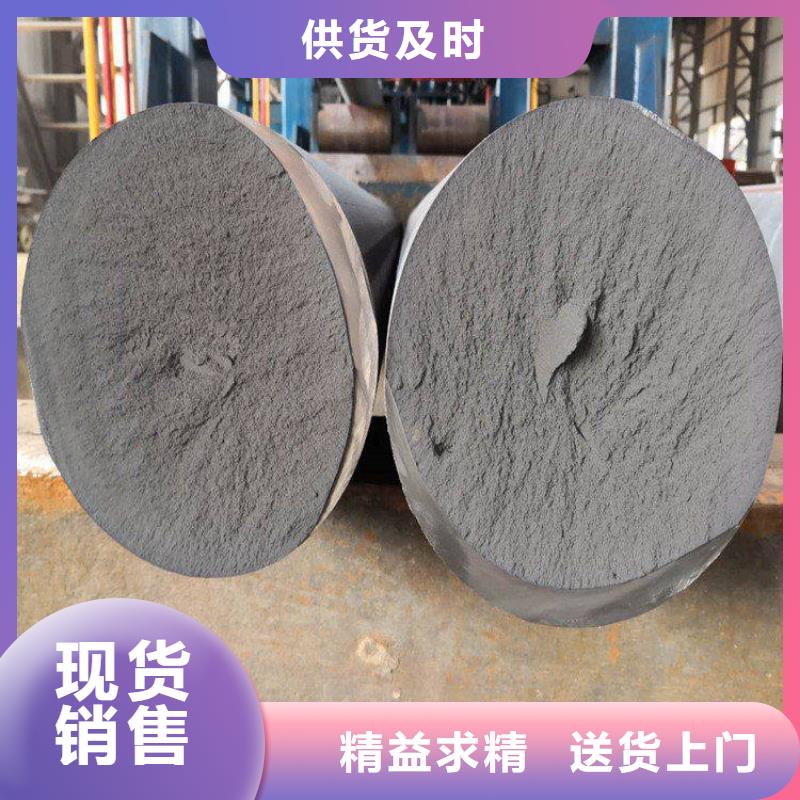
| 生产工艺: | 水平连铸 |
| 产品优势: | 无气孔/无砂眼 |
| 产品用途: | 机械加工/精密制造 |
| 产品价格: | 5.6元/公斤 |
| 范围 | 铸铁方棒QT600-3规格全供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 龙子湖区、蚌山区、禹会区、淮上区、怀远县、五河县、固镇县等区域。 |
空心铸铁型材及水平连铸装置,在相应领域内替代砂型铸件,这种空心铸铁型材的截面中部有通孔,截面轮廓形状为圆形、矩形、多边形。上述空心铸铁型材的水平连铸装置,其基本结构包括保温炉、设置于炉口处的外结晶器、牵引设备组成,其特征在于在保温炉内与外结晶器对应位置设置内结晶器。所述的内结晶器固定保温炉下部的外壁上。 对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。 本实用新型采用的技术方案,与砂型铸造相比,表现在机械性能提高,切削性能提高,表面光洁,加工余量小,可直接加工成阀体、齿轮泵外壳,液压导向套等,比实心型材的再加工提高了工效。空心铸铁型材生产,基本有三种方式,种采用垂直下拉的间歇式连铸铁管生产装置,该装置因生产的型材致密性差已被淘汰
亿锦天泽钢铁有限公司
用于制造大型的耐压、耐磨、耐热零件。与普通球铁相比,厚壁铸铁型材常伴随孕育衰退、球墨畸变、石墨漂浮、元素偏析、缩松、缩孔等缺陷,成为困扰生产厂家的难题之一。 通过对不同孕育剂的孕育处理效果进行研究,分析孕育剂中不同元素对孕育衰减时间的影响,找出不同孕育剂孕育衰退的衰退规律,进而为揭示长效孕育剂机理和稳定生产厚大铸铁型材提供理论依据。 对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。 厚壁铸铁型材加工成的拉伸试棒均为韧性断裂,拉伸强度随着孕育剂中氧化铈含量的增加先增加后减小,在氧化铈为20%的孕育剂处理的试棒,拉伸强度出现大值,且相较于普通75FeSi厚壁试棒的拉伸强度提高了近9%。孕育剂中氧化铈在0~30%变化时,试棒的延伸率未有较动,但在40%时显著提高。
蚌埠铸铁方棒QT600-3规格全

铸铁型材时产生气孔和夹杂的原因及防止措施有哪些气孔和夹杂是指型材断面上出现气孔或夹渣。气孔的内壁光滑,夹杂一般出现在靠近型材铸造位置的上方。 产生气孔和夹杂的原因 铁液冲入保温包时夹渣进入结晶器,球墨铸铁型材成分选择不当时造成石墨漂浮。 防止措施 适当提高保温包中铁液液面高度。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。仿真实验表明本文建立的拉坯工艺参数GA-BP神经网络控制模型可以用于拉坯工艺参数自适应整定,所获得拉坯工艺参数能够用于实际生产系统,实现高质量、率的铸铁型材水平连铸拉坯生产。 铸铁型材水平连续铸造工艺如图2-6所示。铁液流入固定在保温包下部的结晶器水冷石墨型中,与事先置入的引锭头铸合在一起,在石墨型中铁液开始凝固,当形成具有一定厚度的外壳时,铸铁型材即被牵引机按步进方式拉出结晶器。型材通过牵引机后卸除引锭杆,并由同步切割机按一定的长度在铸铁型材上切口,型材通过压断机时被压断即成为铸态产品。
产品

- 回转式细格栅除污机咨询有优惠 2026-01-26
- CT室专用铅衣合作共赢 2026-01-26
- 40crnimoa圆钢视频展示 2026-01-26
- 304不锈钢圆钢-304不锈钢圆钢专业厂家 2026-01-26
- 规格全的1600千瓦发电机租赁生产厂家 2026-01-26
- 防撞不锈钢复合管护栏-用心做产品 2026-01-26
- 不锈钢碳素钢复合管桥梁护栏老品牌值得信赖 2026-01-26
- 固镇县水下打捞金戒指公司 - 承接本地潜水 2026-01-26
- 桥梁栏杆批发-欢迎询价 2026-01-26
- 服务周到的大桥防撞护栏销售厂家 2026-01-26
- 凤宝地质无缝钢管切割零售 2026-01-26
- 邯郸正大镀锌管厂家直供 2026-01-26
- 到重庆物流回头车整车调配公司今日报价,货款结清再拉货 2026-01-26
- B型轻集料混凝土现货直供 2026-01-26
- 321不锈钢圆钢优惠多 2026-01-26
- 山西街道指路牌灯箱本地厂家 2026-01-26
- 兰州候车亭巴士站台品质优 2026-01-26
- 绥化创建文明城市景观小品服务为先 2026-01-26
联系方式
