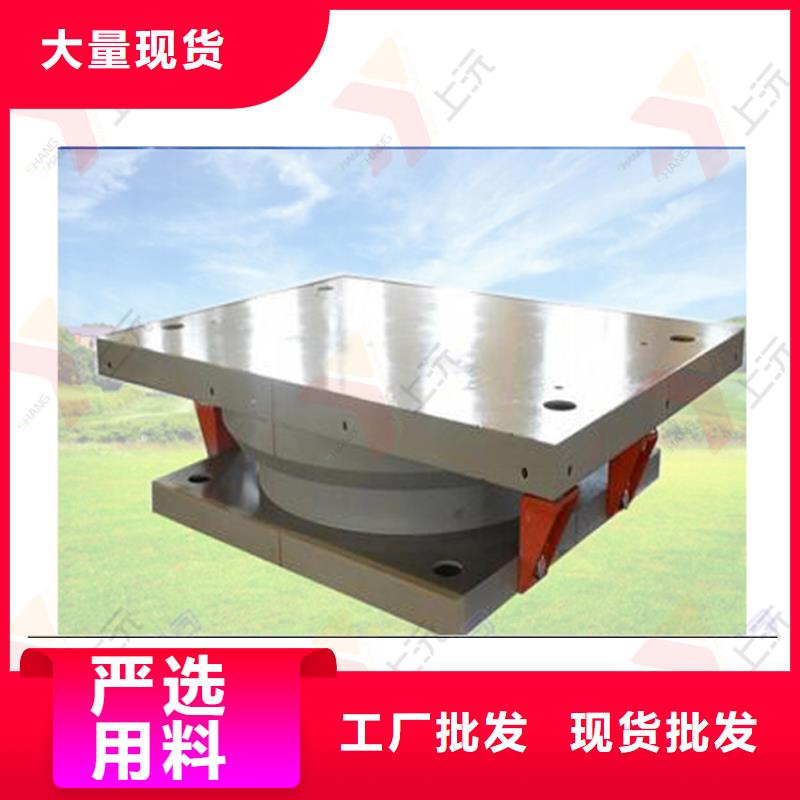
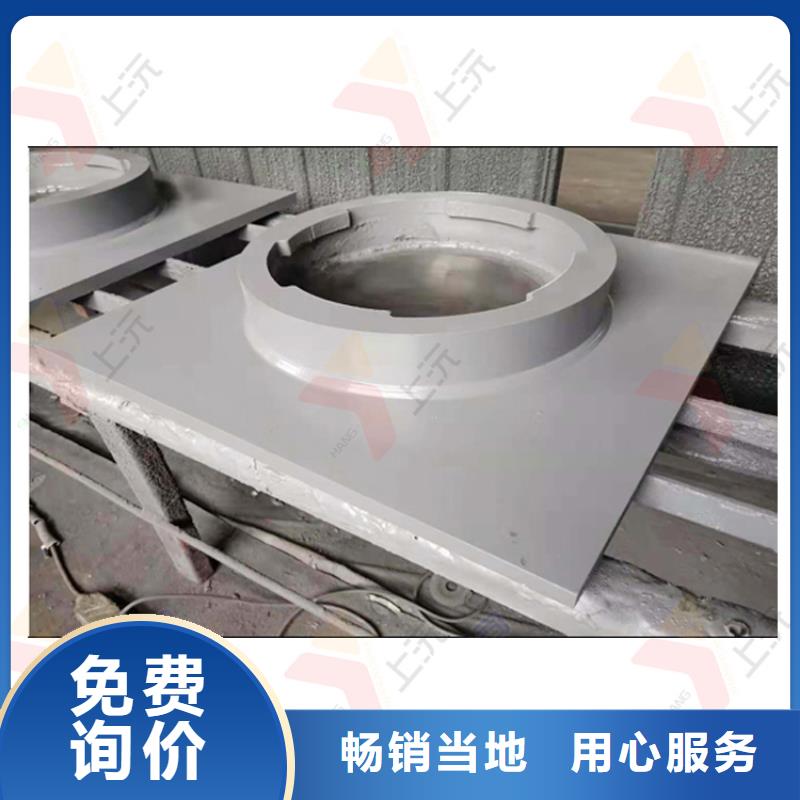
钢结构球铰支座直接生产厂家
| 产品参数 | |
|---|---|
| 产品价格 | 面议 |
| 发货期限 | 包邮 |
| 供货总量 | 5000 |
| 运费说明 | 7天 |
| 产地 | 河北 |
| 品牌 | 上沅 |
| 型号 | 多种 |
| 规格 | 齐全 |
| 材质 | Q345C |
| 颜色 | 灰色/橘黄 |
| 加工方式 | 机加工 |
| 范围 | 钢结构球铰支座直接供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、巴塘县、乡城县、稻城县、得荣县等区域。 |


支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。



上沅工程技术(甘孜市分公司)位于龙熙顺景A区3号楼,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 球型(形)钢支座等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。

为了不影响您的施工进度,建议您提前半个月左右开始订购支座,支座生产周期一般在2-3天左右,大批量订单及特殊型号要适当延长生产周期,另外因为路途的远近不一,物流运输时间不是特别稳定,建议您提前采购,以免遇到特殊情况耽误您施工,遇到特殊情况请与我们客服沟通,我们会尽力给您的订单加急制作。1、橡胶制品因是大件商品,因其特殊性只能通过物流公司发货,由于各地路程远近不同,产品体积不同,所产生的运费也不相同。2、部分地区物流公司无法直接到达,所以必须中转,请买家订购前具体说明使用时间,我们根据实际情况给您安排发货时间。3、根据距离远近的不同,到货时间不完全一样,一般是7-15天到货,由于偶尔天气、路况等因素造成的货物延误请买家给予谅解。


产品


- 牛腿球铰支座直接厂家 2026-03-14
- 2026政管道雨水井清理公司 2026-03-14
- 学校球铰支座生产周期 2026-03-14
- 316l不锈钢板现货 2026-03-14
- 钢梁球铰支座制造厂车间 2026-03-14
- 智能档案密集柜厂家直销 2026-03-14
- Q345B无缝管无缝管管件销售商 2026-03-14
- 0.75米单支省煤器管-好质量 2026-03-14
- 本地潜水员服务公司-服务口碑好 2026-03-14
- 文昌市土工布销售 2026-03-14
- 环氧地坪专业施工实体厂家 2026-03-14
- 无缝管定尺加工 2026-03-14
- mcw1通风天窗经久可靠 2026-03-14
- 球场施工实拍品质放心 2026-03-14
- 上海到长途整车运输 2026-03-14
- 道孚钢模具-收费岛模具高品质诚信厂家 2026-03-14
- 红河隔离墩模具道路分隔墩模具市场行情 2026-03-14
- 镇海荷花苗荷花幼苗贴心服务 2026-03-14
联系方式
