公司新闻
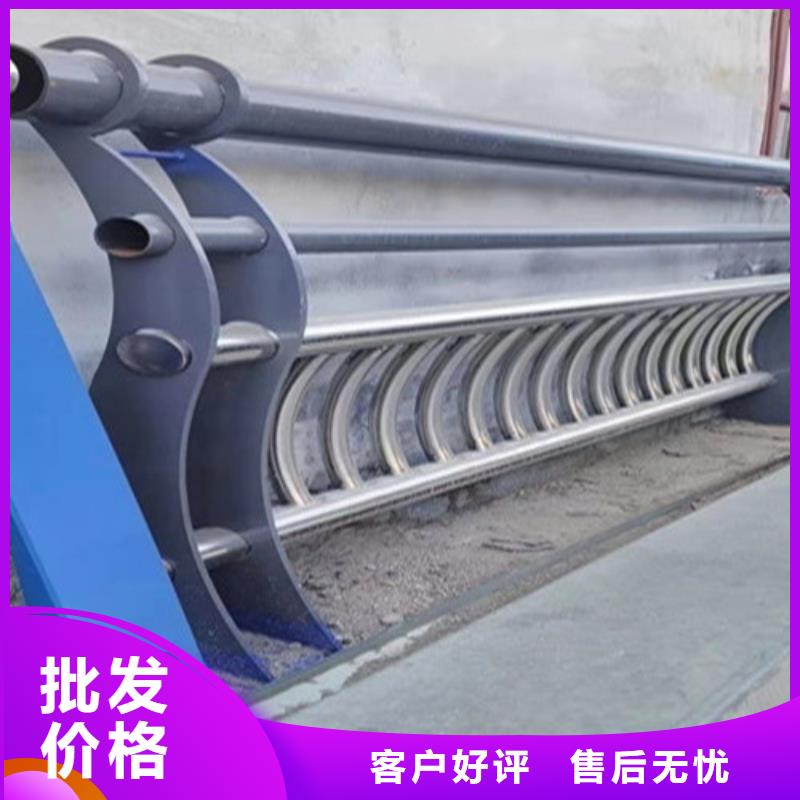
古县桥梁灯光防撞护栏
更新时间: 2026-05-28 21:06:31 ip归属地:临汾,天气:多云转阴,温度:17-28 浏览:7次
以下是:山西省临汾市古县桥梁灯光防撞护栏的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 范围 | 古县桥梁灯光防撞护栏供应范围覆盖山西省、太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市 尧都区、曲沃县、翼城县、襄汾县、洪洞县、古县、乡宁县、大宁县、隰县、永和县、蒲县、汾西县、侯马市、霍州市等区域。 |
古县桥梁灯光防撞护栏,广顺交通设施(临汾市分公司)专业从事古县桥梁灯光防撞护栏,联系人:黄春妙,电话:【18762195566】、【18762195566】,以下是古县桥梁灯光防撞护栏的详细页面。 山西省,临汾市 临汾市历史悠久,是华夏民族的重要发祥地之一和黄河文明的摇篮;是华北地区重要的粮棉生产基地,盛产小麦、棉花等,素有“棉麦之乡”和“膏腴之地”美誉。临汾是山西省域副中心城市,是山西省新型能源和工业基地建设的重要组成部分。临汾自然资源丰富,是中国三大优质主焦煤基地之一;临汾非物质文化种类繁多,有蒲州梆子、威风锣鼓等多种民间艺术形式,被誉为“梅花之乡”“剪纸之乡”和“锣鼓之乡”。
云海旭金属材料有限公司
山西省古县桥梁灯光防撞护栏
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。
由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点:
(1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。
(2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。
(3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。
(4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。
(5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


 防止车辆闯入逆道,并阻止非机动车、行人任意横穿、斜穿道路,起到保障交通秩序良好,事故发生的作用。小编在附近采访了几位司机,他们对护栏的态度很明确:护栏会造成车辆的拥挤,更容易出事。一位司机告诉小编,他在夏天就看到护栏如此摆放过,冬天如果路上有大风大雨,会增大这个路段的危险性。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品。
高速公路防护隔离护栏产品它选用优质低碳钢丝、不锈钢丝或铝镁合金丝进行编织焊接而成。通常防腐形式有电镀、热镀、喷塑、浸塑,具有防腐、防老化、抗晒、耐候等特点。既墙,使用,在使用中只需采用不同的立柱固定方式便可实现。
中兴在国内许多高速公路上大量使用并取得了良好的效果。产品具有美观耐用不变形安装快捷,墙产品。主要用于高速公路和、铁路、桥梁两侧的防护带;机场、港口、码头的防护;市政建设中的公园、草坪、动物园、池湖、道路、及住宅区的隔离与防护;宾馆、超市、场所的防护与装饰。
防止车辆闯入逆道,并阻止非机动车、行人任意横穿、斜穿道路,起到保障交通秩序良好,事故发生的作用。小编在附近采访了几位司机,他们对护栏的态度很明确:护栏会造成车辆的拥挤,更容易出事。一位司机告诉小编,他在夏天就看到护栏如此摆放过,冬天如果路上有大风大雨,会增大这个路段的危险性。
流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品。
高速公路防护隔离护栏产品它选用优质低碳钢丝、不锈钢丝或铝镁合金丝进行编织焊接而成。通常防腐形式有电镀、热镀、喷塑、浸塑,具有防腐、防老化、抗晒、耐候等特点。既墙,使用,在使用中只需采用不同的立柱固定方式便可实现。
中兴在国内许多高速公路上大量使用并取得了良好的效果。产品具有美观耐用不变形安装快捷,墙产品。主要用于高速公路和、铁路、桥梁两侧的防护带;机场、港口、码头的防护;市政建设中的公园、草坪、动物园、池湖、道路、及住宅区的隔离与防护;宾馆、超市、场所的防护与装饰。
 因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。
内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。
内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。
在山西省临汾市本地采买古县桥梁灯光防撞护栏到广顺交通设施(临汾市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:黄春妙-【18762195566】。
其他新闻
- 公路灯光护栏工艺先进 2026-05-28
- 桥梁防撞护栏定做用途 2026-05-28
- 304不锈钢复合管桥梁护栏今日查询 2026-05-28
- 给水管道工厂直销 2026-05-28
- 柱式轮廓标-我们是厂家! 2026-05-28
- 大宁镀锌无缝钢管 2026-05-28
- 优选:国标DN1400球墨铸铁管批发商 2026-05-28
- 支持定制的16mn厚壁无缝钢管厂家 2026-05-28
- 文昌市 塑料硅芯管质优价廉 2026-05-28
- 城市天桥护栏品牌-报价_鑫润通不锈钢制品有限公司 2026-05-28
- AC120变频器柔印机变频器就近发货 2026-05-28
- 干式变压器本地厂家 2026-05-28
- 蓝牌小型垃圾车厂家直销 2026-05-28
- 不锈钢_不锈钢管免费安装 2026-05-28
- 固安潍柴柴油发电机出租 2026-05-28
- 周口川汇二甲胺 厂家-性价比高 2026-05-28
- 敦化水性漆烘干密闭式水性漆烘干房有实力有经验 2026-05-28
- 易县哪里有发电机组出租 2026-05-28
产品分类
产品


联系方式
