过滤器衬胶管企业
更新时间:2026-03-16 07:16:01 ip归属地:玉林,天气:多云,温度:17-26 浏览:12次



- 发布企业
- 纵横机械制造(玉林市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 按订单生产
- 运费
- 5天发货
- 关键词
- 衬胶管厂家
- 所在地
- 空港产业集聚区
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 薛经理 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
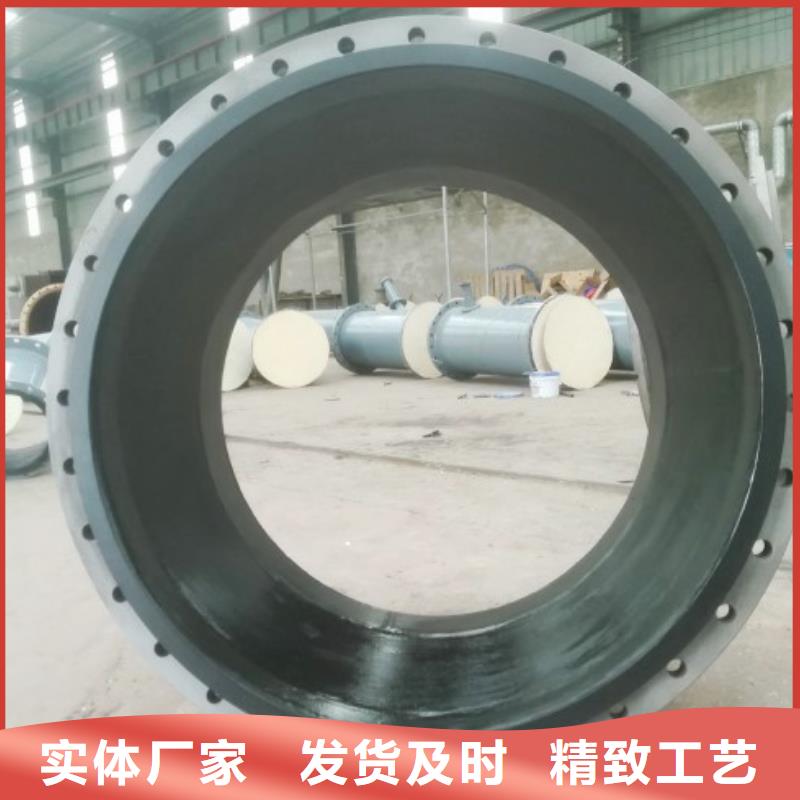
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 过滤器衬胶管企业供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 玉州区、容县、陆川县、博白县、兴业县、北流市等区域。 |


衬胶弯头:因为介质在直线衬胶管道中高速运转,忽然遭到前方曲折所带来的阻力会对衬胶弯头阻挠部位形成大的冲击,便是衬胶弯头的圆弧部位凸起,因而衬胶弯头部件也较简单损坏之一;衬胶多通、异形三通等:相对于以上两种损坏机率相对较小。衬胶多通、异形三通等依据运用情况不同运用寿命也不同。为了不影响衬胶管道运送管道正常的设备运转,主张在购买初期备用一些易损管件,便利及时替换。
衬胶管道全部制作好以后就可以进行硫化,硫化温度控制在150度--180度,压力控制在4MPa,衬胶管道持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,衬胶管道全部工序完成以后才可以出厂交给用户。如果长期冷热交替工作,那么材料内部在温差变化引起的热应力作用下,会产生小裂纹而不断扩展,后导致破裂。因此,在温度起伏变化工作条件下的结构、管道应考虑钢材的热疲劳性能。材料的高温氧化金属材料在高温氧化性介质环境中(如烟道)会被氧化而产生氧化皮,容易脆落。碳钢处于570℃的高温气体中易产生氧化皮而使金属减薄。



纵横机械制造(玉林市分公司)以合理的价格、热情的服务态度、精湛熟练的售后保障对您提供优质服务。我们本着交货迅速、实行三包、跟踪服务等经营原则竭诚为广大用户服务。我公司把顾客放在优先位置,建立起了 衬胶管厂家产品售前、售中、售后服务规范,、全过程满足顾客要求,使我们的 衬胶管厂家产品和服务深得顾客的信赖,与顾客建立起了长期合作和互利关系。


烟气脱硫衬胶管路具备重量较轻、价格便宜、联接便捷的特性,衬胶钢管不在毁坏钢管的状况下可不断数次应用,只必须再次里衬硫化橡胶就可以,与别的材料管路对比,衬胶钢管具备大的优点,也就是大家常说性价比高十分高,真实的价格合理如今早已进到息时代,很多事儿都能够根据电脑上或上来进行,衬胶钢管市场销售都不列外。
从原先的销售员天南海北去寻找客户发展趋势为如今的互联网销售,运用电脑上和上对商品随时开展市场销售和追踪。了工作效率,但智能机十分耗电量,这也是他的一个缺点。许多衬胶钢管市场销售应当都是有感同身受,在电話谈业务流程的情况下,事儿没讲完,上早已由于无电而自动开关机了,从而导致的损害是无法估量的。因此,如今绝大多数人到公司办公室上每时每刻都会电池充电,汽车上应用车载充电器,下车时或没有公司办公室应用移动充电宝。那样做的目地便是让自身時刻处在衬胶钢管市场销售情况。



电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
