桥梁护栏专业施工
更新时间:2026-02-28 10:36:47 ip归属地:泸州,天气:阴转多云,温度:4-11 浏览:4次


- 发布企业
- 鑫海达金属制品(泸州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 999999
- 运费
- 7天
- 关键词
- 防撞护栏
- 所在地
- 开发区工业园
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 许经理 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989989 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 是否定制 | 是 |
| 颜色 | 可定制 |
| 材质 | 201 304 |
| 范围 | 桥梁护栏专业施工供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 江阳区、纳溪区、龙马潭区、泸县、合江县、叙永县、古蔺县等区域。 |
鑫海达金属制品(泸州市分公司)以雄厚的技术力量,精良的 防撞护栏先进设备,完善的制造工艺,严格的 防撞护栏质量管理体系,为用户提供优质可靠的产品,可靠的 防撞护栏产品质量,良好的售后服务,深受用户的好评, 防撞护栏产品覆盖广东、湖北、湖南、广西、大连、东北三省、四川、山东、等二十多个省、市自治区。


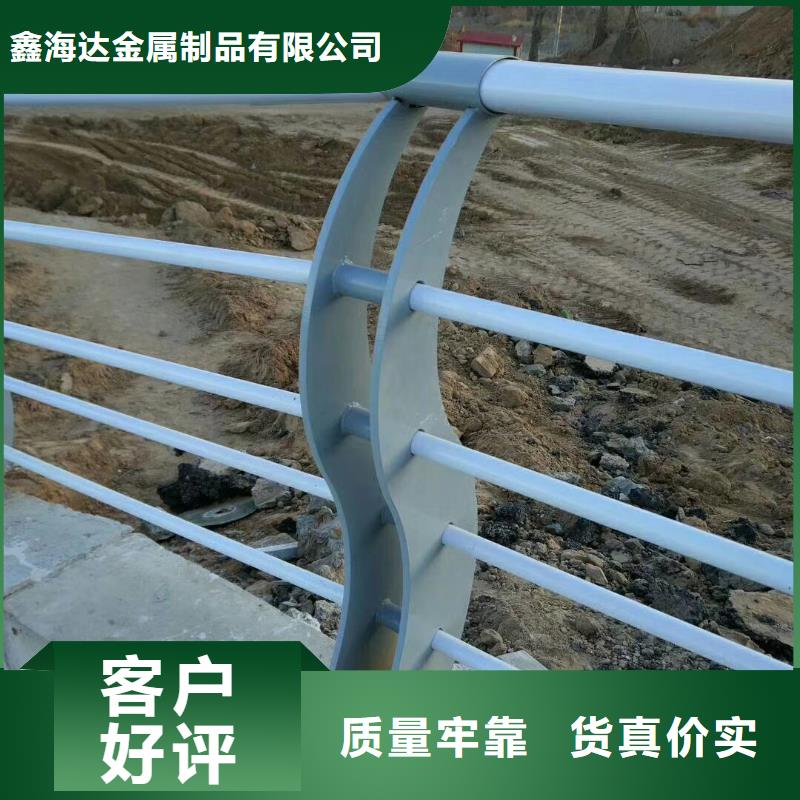
桥梁护栏是指设置在桥梁上的护栏,是为了防止失控车辆越出桥外,也防止车辆被打破、下穿、翻越桥梁及美化桥梁建筑的功用,那么普通状况下,桥梁护栏能够采用什么护栏网片呢?让小编来为您引见一下。
桥梁护栏能够采用低碳钢丝、铝镁合金丝编织焊接而成,主要用于对桥梁两侧的维护、防护等作用,桥梁护栏采用桃形柱、双圈、波浪、双边护栏网等系列,具有网身轻巧、外型新颖、美观、耐用等特性,网片经浸塑。
特别合适于桥梁护栏,十年防锈,拆装便当,反复运用性好,能够依据对围网重新规划环保产品,终能够回收应用,以上就是对桥梁护栏采用的护栏网片的相关引见,希望大家有所理解,假如您还有什么不理解地中央,能够打咨询,或访问。
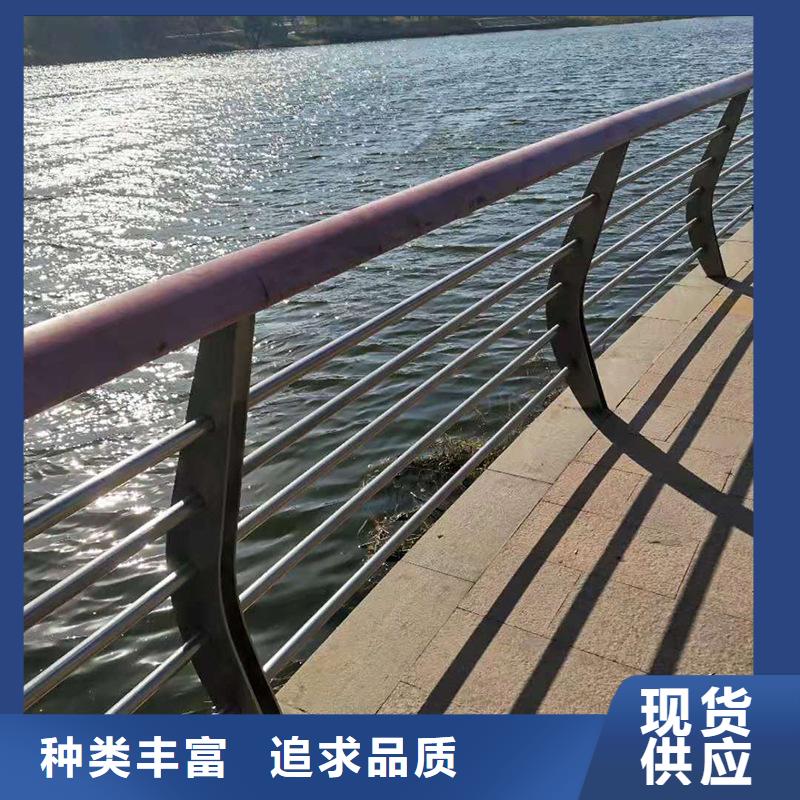
桥梁护栏是指设置在桥梁上的护栏,其主要为了防止失控车辆越出桥外,而且也美化了桥梁建筑,下面,我们就详细来理解一下桥梁护栏,桥梁护栏采用低碳钢丝、铝镁合金丝编织而成的,能够采用电镀、热度、喷塑、浸塑等方式停止防腐处置。
桥梁护栏作为高速公路桥梁护栏专用产品,具有防腐、防老化、抗晒、耐候等特性,桥梁护栏采用衔接附件与热镀管支柱固定,比拟经济实惠,而且外形美观,风阻少,经过镀锌涂塑双涂层可以延长运用寿命,减少维护费用。



不锈钢复合管桥梁护栏防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。


不锈钢复合管桥梁护栏氧化层非常薄,通过它可以发现钢表面的自然光泽,使不锈钢复合管桥梁护栏具有独特的表面。
热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。控制措施:喷吹工艺参数。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分在国内市场经济快速发展的拉动下,国内内衬不锈钢复合管行业得到了迅速的发展。


