304不锈钢碳素钢复合管生产基地
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989 |
| 运费说明 | 电议 |
| 小起订 | 100米 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑 红 绿 蓝 |
| 外形尺寸 | 来图定制 |
| 适用领域 | 桥梁 公园 工程 |
| 特点 | 不生锈 易安装质量好 |
| 表面处理 | 静电喷涂 |
| 结构形式 | 立柱横栏式 |
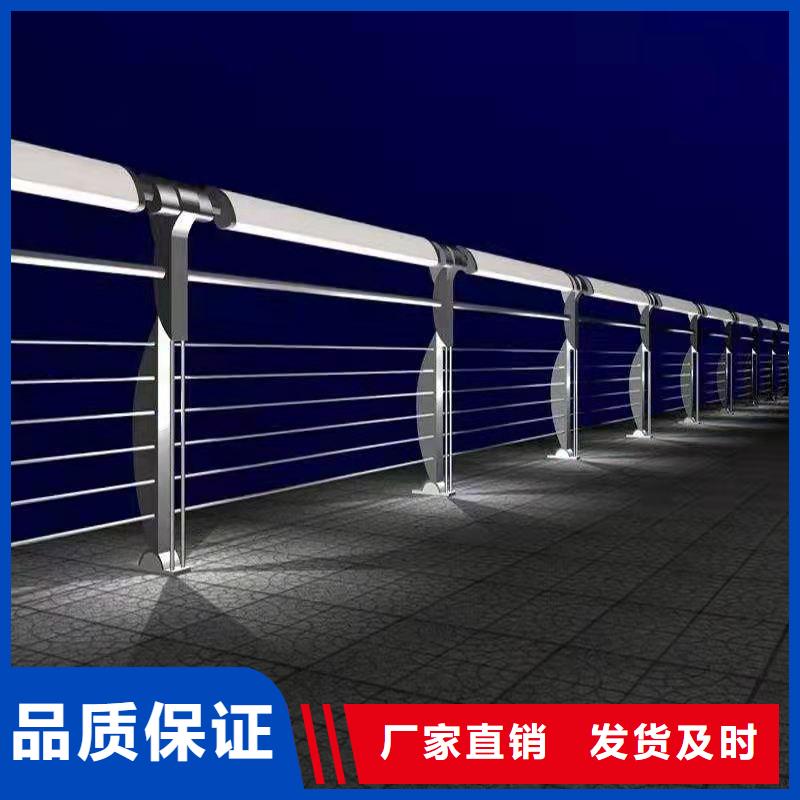
| 产品类型 | 景观河道护栏 |
| 材质 | 不锈钢 |
| 范围 | 304不锈钢碳素钢复合管生产基地供应范围覆盖陕西省 西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市、渭南市等区域。 |


讲解下有关不锈钢复合管护栏进行热处理和冷拨相关步骤
不锈钢复合管护栏在我们的生产、生活中无处不在,起到了很大的作用。它的质量的好坏影响着我们的生活,我
们在对其进行制作的过程中需要严格按照相关技术要求进行处理,这样才能保证其质量,下面有本公司为大家讲
解下有关复合管进行热处理和冷拨相关步骤。
我们在岁复合管进行热处理或冷拔(必要时)。穿孔,经热穿孔后的管坯,使棒材与基材达到 步冶金结合。随
后按用户需要以生产无缝钢管的工艺可进行热挤压、热轧(或冷加工)。直至达到用户所希望的尺寸要求,这样就得到
了好像由单一材质组成的管子。它把外层的机械强度和内衬的耐蚀性能结合了起来。像国外公司基本上都采用的是这
种工艺。
我们在对复合钢板机型焊接的时候需要将两种不同材质的板坯用超大功率热轧机进行热复合,然后用UO工艺卷
成管坯,再进行纵缝焊接。采用这种方法生产复合钢管的工艺流程为:热轧板坯用机械或化学法处理二层板坯,待复
合表面UO成形管坯,组成双层板进行热轧复合纵缝焊接扩管热处理。
因为复合管拥有美丽的外观和防腐蚀、碳素钢管强度高、刚性好及价廉的特。越来越受到广大消费者的喜爱,也
在我们生活中起到了很大的作用,所以我们在制作上面需要格外注意,才能保证产品的质量过关。






宏达友源金属制品(陕西省分公司)坐落在美丽经济发达陕西,公司拥有员工队伍。从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能 地呈现在客户面前。公司自成立以来主营销售 : 河道护栏等产品。我们秉承诚实守信的经营理念,坚持以人为本,优质服务的经营宗旨,本着立足无锡,面向全国,放眼 ,竭诚与国内外知名的生产企业,经营单位真诚合作。总经理建携全体员工欢迎各地新老客户垂询,惠顾,携手共创更加灿烂美好的明天。经营理念:“信誉好,服务至上”——让客户买得放心,用得放心。经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。宏达友源金属制品(陕西省分公司)愿与海内外朋友一起精诚合作,携手共创价值!


随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。



施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。

产品




- 饭店植物燃料油小本经营必看总部学习 2026-06-01
- 可定制的多向活动支座实体厂家 2026-06-01
- 本地500*600*25kg方型球墨铸铁井盖厂商 2026-06-01
- 折叠移动定制三连式铅屏风大厂家买的安心 2026-06-01
- 复合不锈钢护栏联系方式 2026-06-01
- 景观灯光护栏多少钱 2026-06-01
- DN800球墨铸铁管排水-厂家直供 2026-06-01
- 20cr精密钢管销售商 2026-06-01
- 景区镀锌钢索护栏-景区镀锌钢索护栏质量可靠 2026-06-01
- 城市不锈钢缆索栏杆-本地商家 2026-06-01
- 平台剪叉式升降平台我们更专业 2026-06-01
- 高性能环氧改性弹性复合防腐防水涂料 2026-06-01
- 海砂厂家供应商 2026-06-01
- 电动启闭式通风气楼生产基地 2026-06-01
- 手动密集柜价钱表 2026-06-01
- 宁德桥梁人行道护栏实体大厂 2026-06-01
- 宝鸡环氧树脂鳞片胶泥 2026-06-01
- 薛城防撞护栏道路桥梁景观护栏保障产品质量 2026-06-01
联系方式
