洞口加工油缸管
更新时间:2026-03-12 10:24:06 ip归属地:邵阳,天气:晴,温度:9-21 浏览:4次
- 发布企业
- 液压机械(邵阳市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 绗磨管生产厂家
- 所在地
- 辽河路燕山路交叉口南500米东首
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 高经理 请说明来自华尔网,优惠更多
详细介绍
以下是:湖南省邵阳市洞口加工油缸管的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 0.1吨 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20#珩磨管 |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸汽车配件 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/27SiMn |
| 质量等级 | |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 范围 | 洞口加工油缸管供应范围覆盖湖南省、长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 双清区、大祥区、北塔区、邵东市、新邵县、隆回县、洞口县、绥宁县、新宁县、武冈市等区域。 |
【安达】为您提供洞口绗磨管生产厂家、新邵研磨管加工厂、常德高精度空心杆、湘潭研磨管、长沙高精度空心杆、张家界【不锈钢珩磨管 】等多元产品与服务。洞口加工油缸管,液压机械(邵阳市分公司)为您提供洞口加工油缸管的资讯,联系人:高经理,电话:【17768165506】、【17768165506】。 湖南省,邵阳市 2022年,邵阳市实现地区生产总值2599.18亿元,同比增长5.1%。
我们精心制作的洞口加工油缸管产品视频已经准备就绪,【解锁新品!】洞口加工油缸管产品视频,带你穿越新品体验之旅!
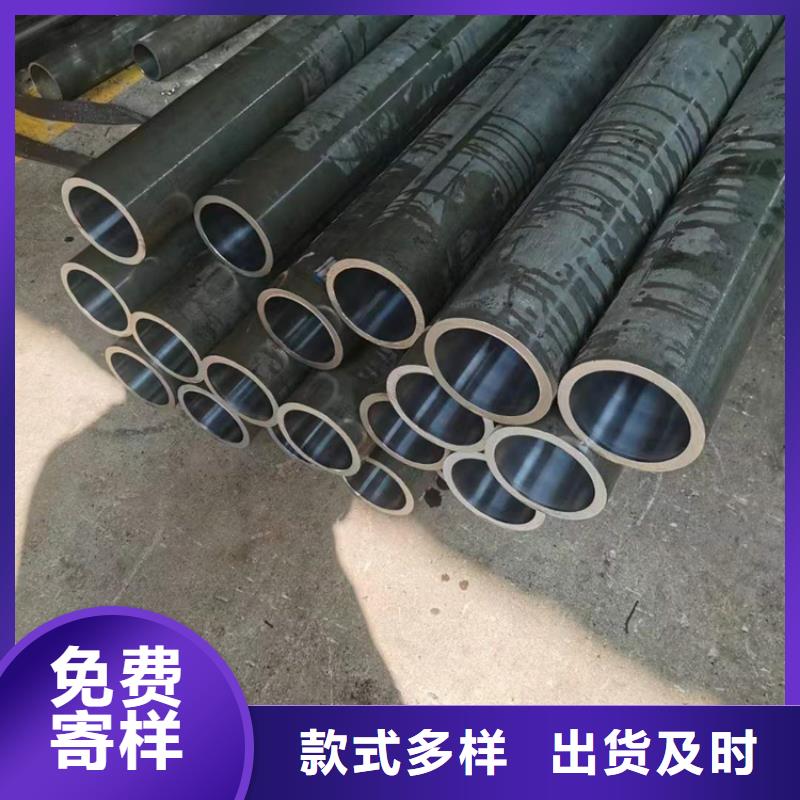
以下是:湖南邵阳洞口加工油缸管的图文介绍
液压机械(邵阳市分公司)成立于2007年,拥有自主研发生产等部门,为不断满足 绗磨管生产厂家市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 绗磨管生产厂家产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 绗磨管生产厂家产品、完善的服务,而保持行业地位。



珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



湖南邵阳企业旺旺珩磨管绗磨管油缸管珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。绗磨管加工工艺原理绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。


其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。珩磨管)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。 冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。



洞口加工油缸管,液压机械(邵阳市分公司)为您提供洞口加工油缸管产品案例,联系人:高经理,电话:【17768165506】、【17768165506】。
公司新闻