您当前的位置:华尔网 » 广州华尔网 »广州产品 » 【地名珩磨汽缸管加工原理
【地名珩磨汽缸管加工原理
更新时间:2026-01-21 14:48:06 ip归属地:广州,天气:晴,温度:5-22 浏览:1次

- 发布企业
- 九冶管业(广州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 油缸管
- 所在地
- 开发区丁快工业园
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 高经理 请说明来自华尔网,优惠更多
详细介绍
以下是:广东省广州市【地名珩磨汽缸管加工原理的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 0.1吨 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸机械加工 |
| 是否进口 | 否 |
| 范围 | 【地名珩磨汽缸管加工原理供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 荔湾区、越秀区、海珠区、天河区、白云区、黄埔区、番禹区、花都区、南沙区、萝岗区、增城区、从化区等区域。 |
【九冶】持续拓展产品矩阵,现有荔湾不锈钢缸筒、天河研磨缸筒、韶关珩磨管、江门油缸缸筒等,满足不同场景需求。【地名珩磨汽缸管加工原理_九冶管业(广州市分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:高经理,开发区丁快工业园。 广东省,广州市 广州市,简称“穗”,别称羊城、花城、五羊城,是广东省辖地级市、广东省省会、副省级市、中心城市、超大城市、广州都市圈核心城市,国务院批复确定的中国重要的中心城市、国际商贸中心和综合交通枢纽,世界一线城市。截至2022年,全市下辖11个区,总面积为7434.40平方千米,常住人口为1873.41万人,城镇化率为86.48%。
无需繁琐的文字描述,观看我们的视频,让【地名珩磨汽缸管加工原理产品一览无余!
以下是:广东广州【地名珩磨汽缸管加工原理的图文介绍

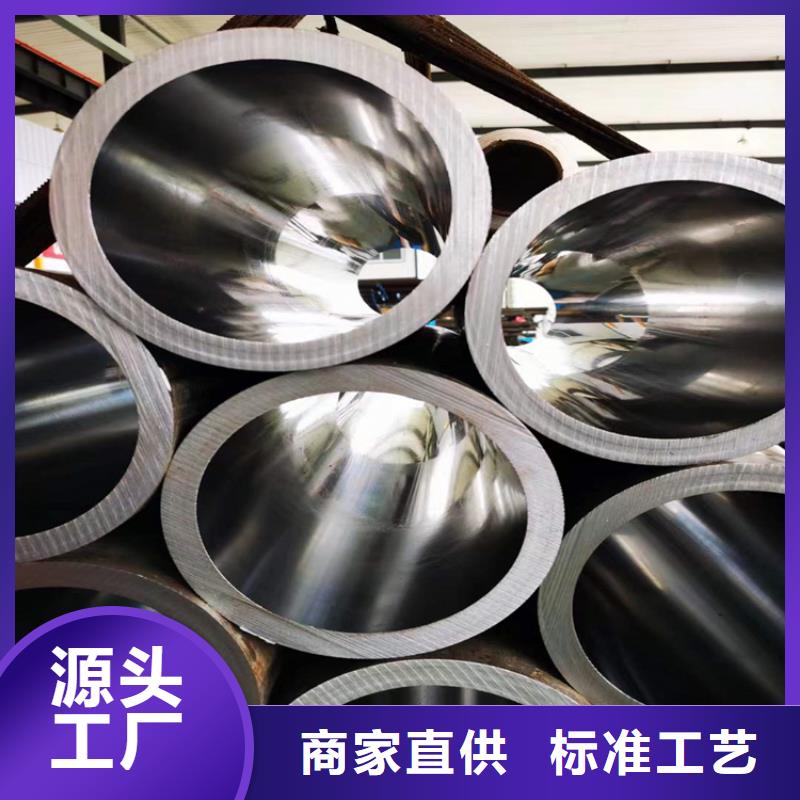
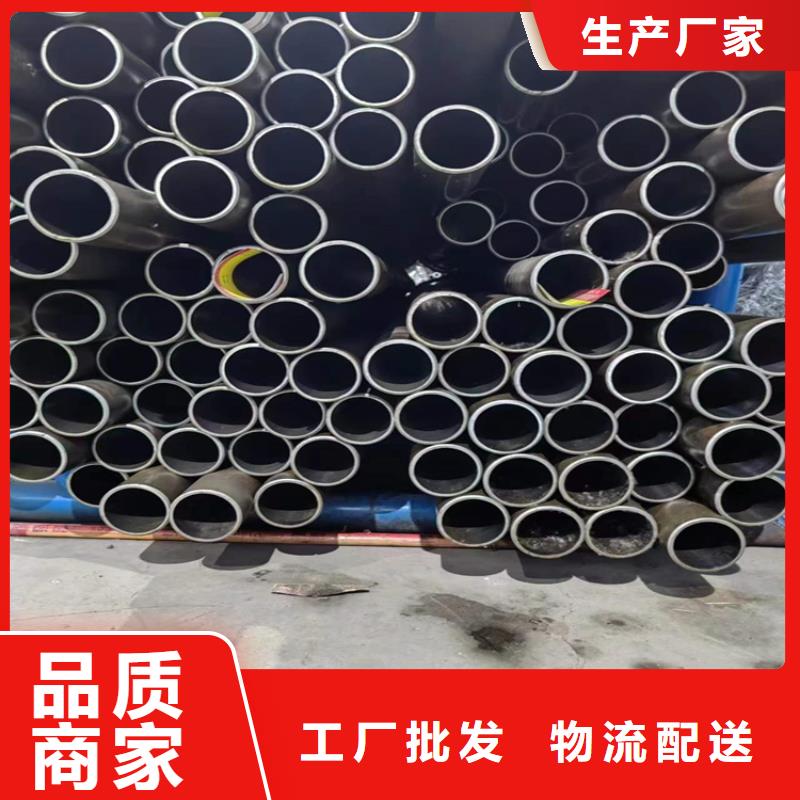
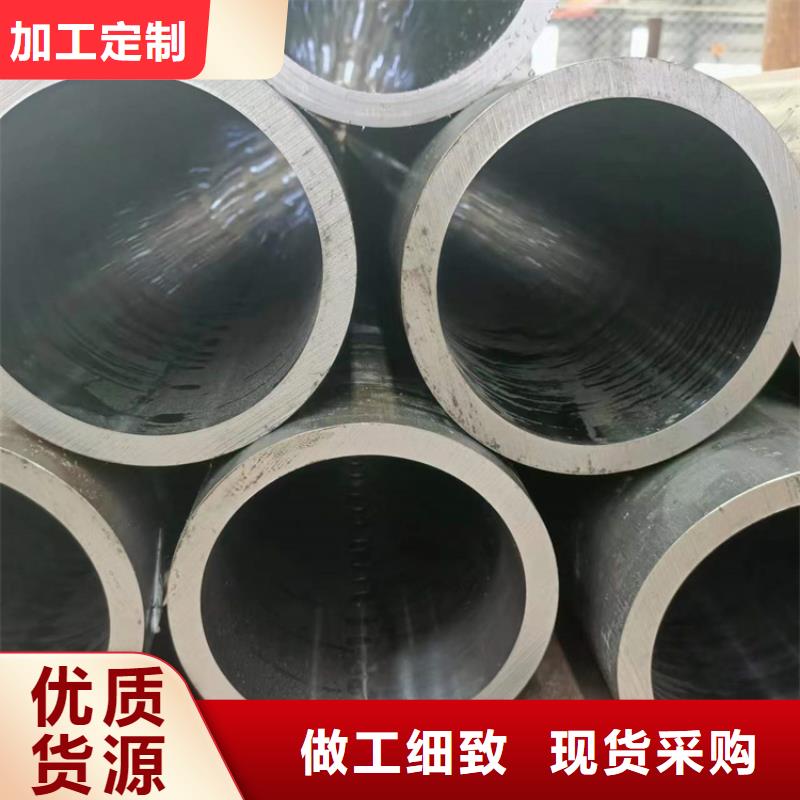
滚压是一种无切削的塑性加工方法。滚压加工是一种无切屑加工,绗磨管在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,珩磨管的生产工艺发展及工作原理简介珩磨管的生产一般要讲过复杂的过程和严格的检验才能出产,因为它是用于各种机械零件的生产上,所以对于珩磨管精度要求很高。随着科技的不断发展,珩磨管生产工艺在不断的进步完善,对于珩磨管生产效率的提高有很大的促进作用。为了使珩磨管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。


目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:绗磨管内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。



九冶管业(广州市分公司)是精于 油缸管系列产品的应用研究和开发,致力于广大客户提供专业化和个性化服务的公司。我们专业生产 油缸管等。公司主营产品 油缸管。九冶管业(广州市分公司)诚始终坚持以“品质是企业的生命”这一理念永续经营,本着“质量至上诚信经营”的经营理念及“用心服务感动客户”的销售理念去赢得客户赢得市场,持续不断为广大客户提供z u i的 油缸管解决方案,勤劳和真诚的我们愿与您携手共进,共赢未来!


因为精密钢管內外壁无空气氧化层、承担髙压无渗漏、高精密、高光滑度、冷拔不形变、扩口、挤扁无缝隙等优势,因此关键用于制造气动式或液压件的商品,如汽缸或液压缸,全是用无缝钢管。精密钢管的成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。绗磨管采用加工工艺油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。



您是想要在广东省广州市采购高质量的【地名珩磨汽缸管加工原理产品吗?九冶管业(广州市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的【地名珩磨汽缸管加工原理产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-【18762195566】,地址:《开发区丁快工业园》。
我们的其他产品