您当前的位置:华尔网 » 日照华尔网 »日照产品 » 【冲压件_精轧管厂家现货批发】
【冲压件_精轧管厂家现货批发】
更新时间:2026-02-15 07:52:09 ip归属地:日照,天气:晴,温度:-5-5 浏览:3次


- 发布企业
- 聊城 金海金属材料(日照市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 异型钢管
- 所在地
- 开发区蒋管屯镇杜丹江路东首100号
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 季经理 请说明来自华尔网,优惠更多
详细介绍
以下是:山东省日照市【冲压件_精轧管厂家现货批发】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
| 范围 | 【冲压件_精轧管】供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 东港区、岚山区、五莲县、莒县等区域。 |
【金海】业务覆盖多元场景,提供以下产品和服务:莒县40#精密钢管、五莲精密管、潍坊GR15轴承专用管、威海合金管、青岛异型钢管、烟台Q355B方矩管等。【冲压件_精轧管厂家现货批发】,金海金属材料(日照市分公司)为您提供【冲压件_精轧管厂家现货批发】的资讯,联系人:季经理,电话:【0527-88266888】、【0527-88266888】。 山东省,日照市 日照市因“日出初光先照”而得名,夏商时期属东夷,是“龙山文化”的发祥地之一。宋设日照镇,始有“日照”之名。1989年6月,建地级市。是中国滨海生态、宜居、旅游、现代化港口城市和临港产业基地,也是山东半岛城市群、山东半岛蓝色经济区、胶东经济圈的组成部分。有石臼湾、佛手湾两大天然港湾与日照港、岚山港组成的港群,被誉为“水上运动之都”与“东方太阳城”。因环境优良获得联合国人居奖。日照有姜尚、刘勰、丁肇中等历史名人。评获全国文明城市、森林城市、环保重点城市、生态示范区建设试点市等称号。2020年10月20日,被评为全国双拥模范城(县)。
想知道【冲压件_精轧管厂家现货批发】产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:山东日照【冲压件_精轧管厂家现货批发】的图文介绍



金海金属材料(日照市分公司)自成立起便将严谨的工作态度注入公司企业文化中,在 异型钢管产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 异型钢管产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 异型钢管渠道,满足客户需求,公司真诚邀请国内各区域用户合作。

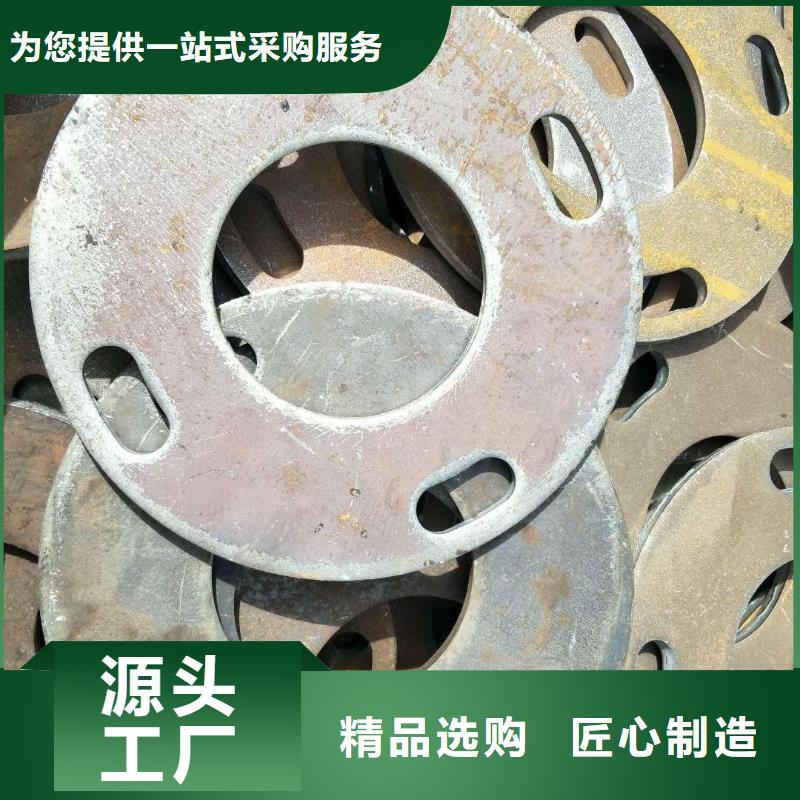
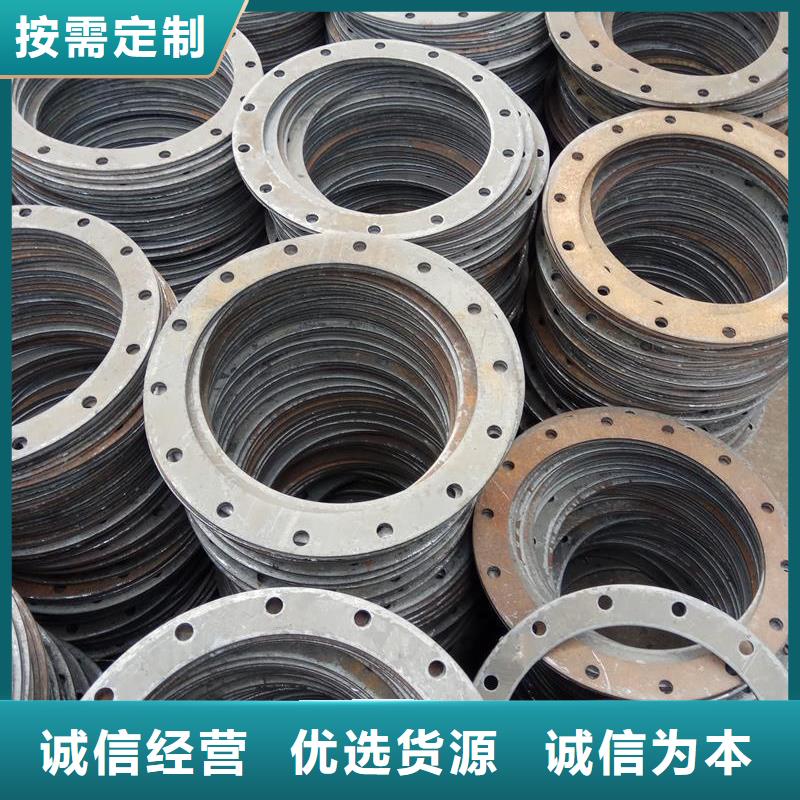
冲压件拉深加工过程中应该选择什么润滑剂,才能对冲压件的生产有帮助?冲压件加工厂我会在家里给你看的。
注意以下5个方面:
1、冲压件拉深材料的应力不大时,可以使用没有填充物的油润滑剂。
2.当冲压件材料的应力接近强度极限时,应使用含有大量粉末填充物(如白垩纪、石墨、滑石等,低于20%)的润滑剂。
3、冲压件薄拉拔时润滑剂不是为了减少摩擦,而是起到冷却模具的作用,因此不能使用干摩擦。
4.拉动锥形五金零件时,如果要求通过润滑液继续通入,以增加摩擦阻力,减少起皱,一般会使用乳化液。
5.在深度拔钢五金零件时,经常在毛坯表面镀上或引燃铜,使毛坯桌成为与冲压件模具的隔离层。可以储存液体,并在拉拔过程中具有自润滑性能。不锈钢、高温合金等粘性模具拔下剧烈的材料时,通常需要隔离毛坯表面。


1.冲压时产生翻料、扭曲的原因
在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的重点。.



选购【冲压件_精轧管厂家现货批发】来山东省日照市找金海金属材料(日照市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:季经理-【0527-88266888】,地址:[开发区蒋管屯镇杜丹江路东首100号]。
相关信息
- 铝合金檐沟厂家价格
- 钢扁通管Q355C无缝钢管工艺精细质保长久
- 镀锌H型钢-紫铜排品质之选
- 图书架留样密集架本地厂家值得信赖
- ISO50001认证AS9100认证实力团队
- ISO50001认证 ISO13485认证专业可靠
- 钢扁通管_C质量看得见
- 镀锌H型钢_异型紫铜排型号齐全
- 仓储货架_图书架欢迎来厂考察
- 【ISO14000认证,ISO14000\ESD防静电认证良好口碑】
- 逃生管道,逃生管今年新款
- 精密钢管,精密钢管厂家长期供应
- 秦皇岛抚宁县柴油发电机养护
- QT700铸铁棒发货及时
- 09J621-2电动采光排烟天窗本地厂家
- 罗源进出口报关报关单证全市24小时服务
- 湘西led屏回收回收舞台屏幕装车结算
- 襄阳钢模具墩柱模板严格把控每一处细节