公路用护栏业内好评
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989989 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 是否定制 | 是 |
| 颜色 | 可定制 |
| 材质 | 201 304 |
| 范围 | 公路用护栏业内好评供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 孝南区、孝昌县、大悟县、云梦县、应城市、安陆市、汉川市等区域。 |
鑫海达防撞桥梁景观护栏厂家(孝感市分公司)全体员工在已有的成绩上,在完善服务中求生存,在不断进步中求 防撞护栏发展,愿与广大 防撞护栏客户建立长期、稳定的合作关系,为客户提供更完善周到的服务。在未来发展中,公司将继续走可持续化道路,大力弘扬以人为本的企业文化,讲求以质量求生存,以信誉求发展,坚持诚信立业,与客户合作共赢。


金属式桥梁护栏的立柱和横梁是桥梁护栏的受力构件,需要具有良好的吸收车辆碰撞能量的特性,同时也要便于加工和安装,表5-1和表5-2是国内外常用的 桥梁护栏横梁形式和立柱断面形式。其中横梁标准长度为,~0crll,立柱标准间距为.~]0cnl或~OcHI。
金属式桥梁护栏在构造上应满足以下几点:
1、护轮带高度D小于10cra,且未超出护栏面(H=0)时,防撞等级为PL3、PL2、PLl的
2、当护轮带伸出护栏正面(25cm~<50cm),且护轮带高度D~>25cm时,防撞等级为PL3、PL2的护栏



复合管护栏使用双金属复合管的优势?
双金属复合管有哪些优势?双金属复合钢管是通过镀锌钢管或焊管、无缝钢管做为基管,壁厚更薄不锈钢管强大的嵌
合在一起新的复合供水管道,也是一种较为理想的供水管道产品升级换代。它保留了固有的优势两种不同的材料,互
补和他们的固有缺点,继续使用传统的安装方法和技术的成熟的镀锌钢管,所以方便、可靠、和使用。根据不
同的基管和衬里材料,以及制造工艺的,有许多制造商的双金属复合钢管广泛应用于油田、化工、电力等行业,其应
用范围越来越广泛,经济、环境和社会效益更加明显。


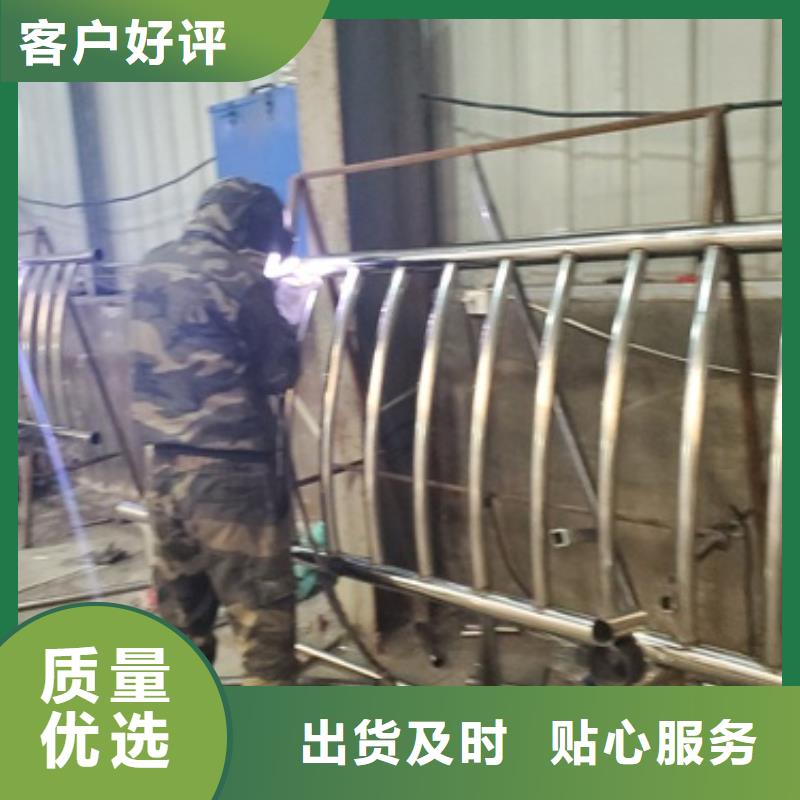
不锈钢复合管桥梁景观护栏产品特点:其色彩鲜亮、表 面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为 装饰效果的护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽 的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。
不锈钢复合管桥梁景观护栏的材料要和桥梁的造型、周围的环境相匹配,没有一个标准的答案。不过常见的景观栏杆材质有金属(不锈钢、锌钢、铁艺、铝合金等)等。
不锈钢复合管桥梁护栏质量是头等大事:材质上,桥梁护栏采用优质盘条铁丝,经过焊接或组接而成,盘条直径强度直接影响到栏杆质量。因此,保宁护栏提醒您,选购上,更要选择些盘条坚固、耐用型的材质,这样质量过关的产品才可以保证不会有意外发生。



不锈钢复合管护栏制造的基本工序
不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知
道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了
解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是
碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能
,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与
复层交界处的异种金属焊接是关键。
二,焊前预备
1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要
向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开
)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形
;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳
钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡
口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当
焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层
中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);
当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:
三,焊接操作
1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,
一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊
根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看
不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂
乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一
部分。
4,先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层
惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接
过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条
和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层
终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温
和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层
约2mm.
四,焊后处理
对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常
采取中间退火和消应力处理,残余应力的热处理好在底层焊完后进行,热处理后再焊过渡层和复层,如需整体
热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~
650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。

- 包头75mm厚锅炉容器板销售处电话 2026-07-13
- 人行道护栏-人行道护栏价格优惠 2026-07-13
- 铝合金桥梁栏杆大量批发 2026-07-13
- 油缸管现货充裕 2026-07-13
- 坝坝宴无醇燃料灶具小本投资免费用基地 2026-07-13
- 湿地用浮石填料批发 2026-07-13
- 球墨铸铁套篦子量大价优 2026-07-13
- 监控恢复服务器数据恢复NAS数据恢复 2026-07-13
- 质量优的耐酸钢板09CRCUSB14*1500*C供应商 2026-07-13
- 不锈钢灯光护栏企业-值得信赖 2026-07-13
- 护栏不锈钢防撞护栏分类和特点 2026-07-13
- 小区地埋保温钢管厂家 2026-07-13
- SUS201不锈钢方钢供应商 2026-07-13
- 空调制冷证工厂制冷技能考证技能+学历 2026-07-13
- 泥土固化-污水池废水处理 服务至上 2026-07-13
- 安塞公交站台钢结构候车亭厂家供应 2026-07-13
- 宝山公交站台公交候车亭厂家极速发货 2026-07-13
- 盘山公交站台候车亭源头工厂实力商家供货稳定 2026-07-13
产品




联系方式
