公司新闻
立式加工中心编程十五年教学经验
更新时间: 2026-01-23 04:41:38 ip归属地:邢台,天气:晴,温度:-5-10 浏览:4次
以下是:河北省邢台市立式加工中心编程十五年教学经验的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 面议/个 |
| 发货期限 | 随到随学 |
| 供货总量 | 9999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 产品产地 | 石家庄+ |
| 加工定制 | 是 |
| 河北德玛数控培训 | 包教会 |
| 河北德玛数控培训 | 学会为止 |
| 河北德玛数控培训 | 自办工厂 |
| 河北数控数控培训 | 边学边练 真机实践 |
| 范围 | 立式加工中心编程十五年教学经验供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 临城县、内丘县、柏乡县、隆尧县、任县、南和区、宁晋县、巨鹿县、新河县、广宗县、平乡县、威县、临西县、南宫市、沙河市等区域。 |
【德玛】业务覆盖多元场景,提供以下产品和服务:内丘数控培训、隆尧数控培训、秦皇岛数控培训、石家庄数控培训等。立式加工中心编程十五年教学经验,德玛科技信息(邢台市分公司)为您提供立式加工中心编程十五年教学经验,联系人:李老师,电话:【17768165506】、【17768165506】。 河北省,邢台市 邢台拥有3500余年建城史,距今五万至十万年前就有人类栖息繁衍,是华北历史上座城市,有“五朝古都、十朝雄郡”之称,历经三千多年行政建制未曾中断、城址未曾迁移。邢台古城是黄河以北地区建城早的“古城”,被誉为“燕赵城”。悠久的历史涌现出郭守敬、魏征、李牧、宋璟、刘秉忠等先贤,走出了郭威、柴荣、孟知祥、孟昶等帝王,千古一帝秦始皇东巡途中驾崩于邢台沙丘。 邢台也是唐朝皇室祖籍地(唐祖陵) ,发生过尧舜禅让、胡服骑射、巨鹿之战、黄巾起义等影响中国历史进程的事件,有破釜沉舟、鹿死谁手、民脂民膏、腹背受敌等近百条成语、典故源自邢台。
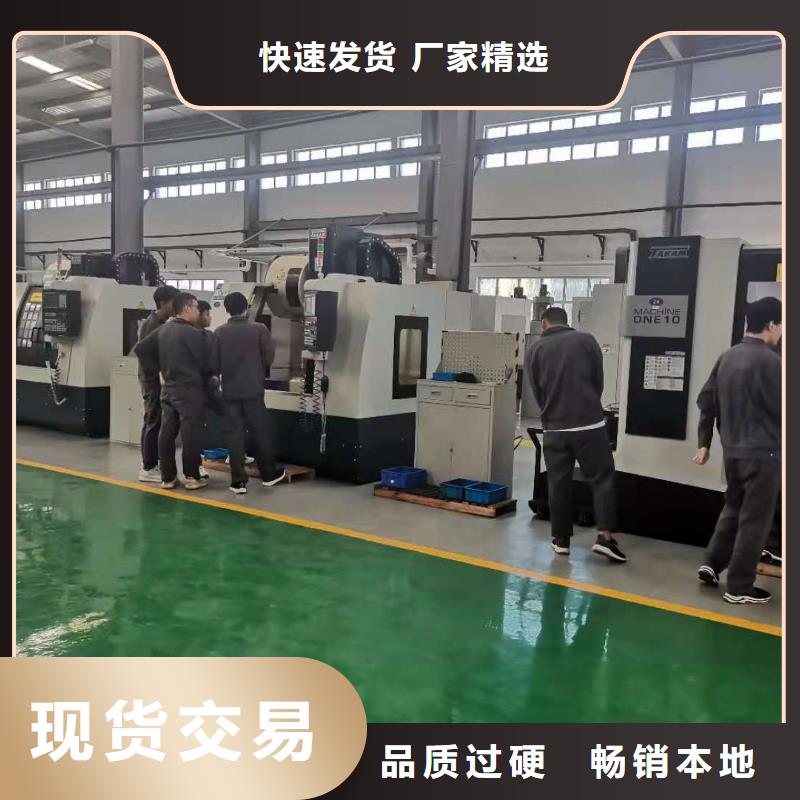
我们的立式加工中心编程十五年教学经验视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:河北邢台立式加工中心编程十五年教学经验的图文介绍


河北德玛数控编程培训学校整理:极限转速很低,单向推力球轴承可以限制轴和壳体的一个方向的轴向位移,双向轴承可以限制两个方向的轴向位移。主要应用于汽车转向机构机床主轴。推力滚子轴承用于承受轴向载荷为主的轴经向联合载荷。但经向载荷不得超过轴向载荷的55%。与其它推力滚子轴承相比,此种轴承摩擦因数较低,转速较高,并具有调心能力,29000型轴承的滚子为非对称型球面滚子,能减小棍子和滚道在工作中的相对滑动,并且滚子长直径大,滚子数量多载荷容量大,通常采用油润滑,个别低速情况可用脂润滑,在设计选型时。应优先选用。 主要应用于水力发电机 起重机吊钩等等 。圆柱滚子轴承 圆柱滚子轴承的滚子通常由一个轴承套圈的两个挡边引导。



德玛科技信息(邢台市分公司)主要产品: 数控培训,供货及时、服务到位的优势,是广大用户的长期合作伙伴。
追求卓精
卓精不是一个标准,而是一种境界
矢志创新
敢于创新,创造可持续的价值。
绿色责任
善用其效,尽享其能
分享成果
乐人之乐,人亦乐其乐


河北德玛数控编程培训整理圆弧插补指令G02、G03圆弧插补指令有顺时针圆弧插补指令G02和逆时针圆弧插补指令G03两种。编程格式:顺时针圆弧插补指令的指令格式为:G02X(U)_Z(W)_R_F_;G02X(U)_Z(W)_I_K_F_;逆时针圆弧插补指令的指令格式为:G03X(U)_Z(W)_R_F_;G03X(U)_Z(W)_I_K_F_;其中:⑴X_Z_是圆弧插补的终点坐标的值,U_W_是圆弧插补的终点坐标的增量值。⑵(半径法)R是圆弧半径,以半径值表示。当圆弧对应的圆心角≤180°时,R是正值;当圆弧对应的圆心角>180°时,R是负值。⑶(圆心法)I、K是圆心相对于圆弧起点的坐标增量,在X(I)、Z(K)轴上的分向量。⑷选用原则:以使用较方便者(不用计算,即可看出数值者)为取舍,当同一程序段中同时出现I、K和R时,以R为优先(即有效)I、K无效。⑸I为0或K为0时,可省略不写。⑹若要插补一整圆时,只能用圆心法表示,半径法无法执行。若用半径法以两个半圆相接,其真圆度误差会太大。⑺F为沿圆弧切线方向的进给率或进给速度。



河北德玛数控编程培训学校整理一、加工中心基本编程指令G代码准备功能也称G功能或G代码,加工中心数控系统为FAINUC-6M系统的G代码如表4一1所示。需要注意的是.当一个程序中指定了两个以上属于同级的G代码时,则仅*后一个被指令G代码有效;有固定指令程序段中,如果规定了01组中任何G代码,固定功能就被自动取消,系统处于G80状态,而且01组G代码不受任何固定循环G代码的影响。二、加工中心基本编程指令辅助功能代码辅助功能代码是用地址字M及两位数字来表示的,主要用于机床加工操作时的工艺性指令.如主轴的启停、切削液的开关等。(1)MO程序停止:MO实际上是一个暂停指令。当执行有MO指令的程序段后,主轴停转、进给停止、切削液关、程序停止。它像执行单个程序段操作一样,把状态信息全部保存起来。利用NC-START命令启动,可使机床继续运转。(2)MI选择停止:该指令的作用和MO相似.但它必须是在预先按下操作面板上任选停止按钮的情况下。当执行完编有M1指令的程序段的其他指令后.才会停止执行程序.如果不按下任选停止按钮,M1指令无效,程序继续执行。(3)M2程序结束:该指令用于程序全部结束。执行该指令后,机床便停止自动运转、切削液关。该指令常用于机床复位。(4)M3:主轴顺时针方向旋转。(5)M4:主轴逆时针方向旋转。(6)M5:主轴停止。(7)M6:换刀。(8)M7:切削液开。(9)M9:切削液关。(10)M17:子程序结束。(11)M30:程序结束,类似M2

在河北省邢台市本地采买立式加工中心编程十五年教学经验到德玛科技信息(邢台市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李老师-【17768165506】。
其他新闻
- 人行道栏杆实时报价 2026-01-23
- 供应不锈钢复合管市政护栏_诚信企业 2026-01-23
- 球墨铸铁给水管厂家价格 2026-01-23
- 常年供应水渠闸门 -口碑好 2026-01-23
- 广宗镀锌喷塑钢板立柱厂家直销 2026-01-23
- 常年供应桥梁景观护栏-放心 2026-01-23
- 常年供应桥梁景观护栏-放心 2026-01-23
- 不锈钢复合管护栏供应201复合管 2026-01-23
- 碳素复合管护栏多重优惠 2026-01-23
- 浅滩开发挖掘机_浅滩开发挖掘机有限公司 2026-01-23
- 档案密集柜,会计密集柜一致好评产品 2026-01-23
- Python自动化培训就业快智能制造培训 2026-01-23
- led屏回收回收金丝灯板诚信回收 2026-01-23
- 异型管304不锈钢鸭蛋圆管厂家检验发货 2026-01-23
- 中专学校美发艺术学校高考落榜学什么 2026-01-23
- 张掖金库门生产厂家商家优选 2026-01-23
- 万州二次构造柱上料机 二次结构浇筑机一周内发货 2026-01-23
- 绥化沉降板注浆管现货品质好才是硬道理 2026-01-23
产品分类
产品




联系方式
