您当前的位置:华尔网 » 湖北华尔网 »湖北产品 » 冲压件,高压锅炉管精挑细选好货
冲压件,高压锅炉管精挑细选好货
更新时间:2026-01-02 19:15:33 ip归属地:湖北,天气:多云转晴,温度:-2-6 浏览:5次


- 发布企业
- 聊城 金海金属材料(湖北省分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 异型钢管
- 所在地
- 开发区蒋管屯镇杜丹江路东首100号
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 季经理 请说明来自华尔网,优惠更多
详细介绍
以下是:湖北省冲压件,高压锅炉管精挑细选好货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
| 范围 | 冲压件,高压锅炉管供应范围覆盖湖北省 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市等区域。 |
【金海】以匠心打造多元场景产品,涵盖襄阳Q345B无缝钢管、宜昌厚壁钢管等。冲压件,高压锅炉管精挑细选好货,金海金属材料(湖北省分公司)为您提供冲压件,高压锅炉管精挑细选好货的资讯,联系人:季经理,电话:【0527-88266888】、【0527-88266888】。 湖北省 湖北省地势大致为东、西、北三面环山,中间低平,略呈向南敞开的不完整盆地。在全省总面积中,山地占56%,丘陵占24%,平原湖区占20%,属长江水系。湖北省地处亚热带,全省除高山地区属高山气候外,大部分地区属亚热带季风性湿润气候。湖北历史代表文化为“荆楚文化”。
为了展现冲压件,高压锅炉管精挑细选好货产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:湖北冲压件,高压锅炉管精挑细选好货的图文介绍

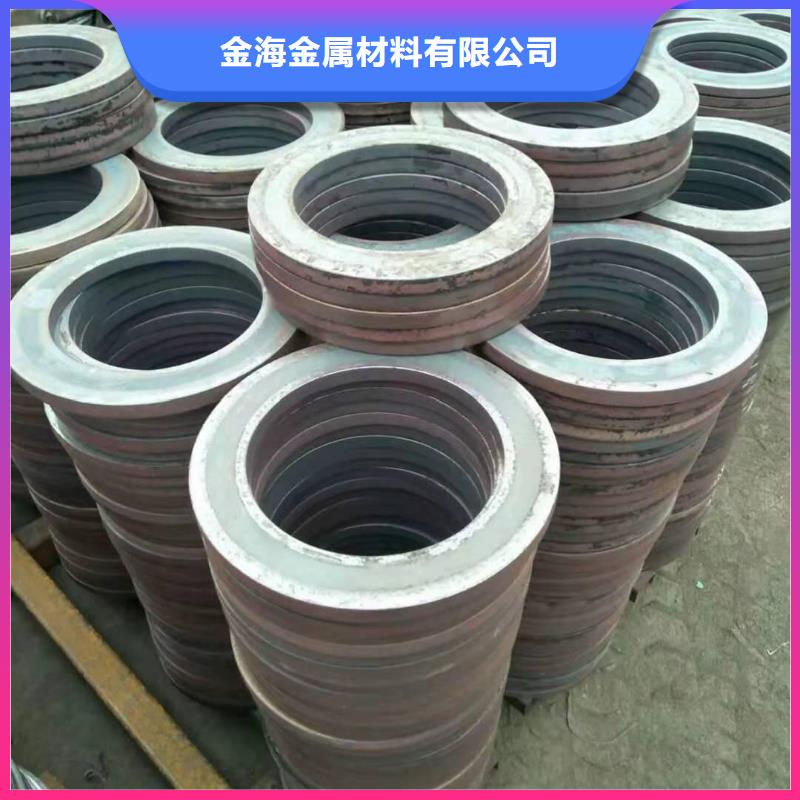
冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。
由于采用精密模具,工件精度可达米级,且重复精度高、规格一致,可以冲压出孔窝、凸台等。
冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。


五金冲压件的拉伸系数指的是拉深后冲压件的直径和拉深之前毛坯直径之间的比。拉深系数是拉深时金属材料变形程度的大小,拉深系数越小,表示变形程度越大。拉深系数是拉深工艺中的一个重要参数,是拉深工艺计算和模具设计的重要依据。
在实际冲压加工中,为减少拉深次数,拉深系数一般取小值。当拉深系数小到一定值时,凸缘外边沿便会出现起皱现象,但可用增加压力圈的压边力防止起皱的出现。当拉伸系数小到一定值时,出现拉破现象,拉破一般出现在拉深力快出现峰值时,即拉深的初始阶段。极限拉深系数,在危险断面不被拉破的条件下所能采用的小拉深系数。
拉伸件的拉伸次数和各次拉伸直径则根据拉伸系数M确定,M是指每次拉伸后的圆筒直径与拉伸钱的毛坯直径之比,它是用来控制拉伸时变形变形程度的工艺指标之一,是拉伸工艺计算的基础,影响拉伸系数的主要因素是拉伸材料的延展性能、模具的圆角半径、拉伸模具的间隙、以及模具的润滑等.
下面为大家详细介绍一下影响拉伸件拉伸系数的因素:
1、拉伸冲压件材料的机械性能与表面状态,对于屈服点应力数值低、拉抗强度高、延伸率大的材料,拉伸时凸缘变形区的变形抗力减小,材料容易变形,拉伸系数可取小些;而材料的抗拉强度大,提高了危险断面处的强度,减小了拉伸破裂的危险,则拉伸系数可取大些。表面光洁平整的材料,拉伸系数也可取小些,对于有锈斑和表面粗糙度的材料,会增大拉伸系数值,严重时会因增大摩擦阻力而容易使材料拉伸断裂。
2、拉伸冲压件材料的厚度,对于厚的板料,拉伸时不易起皱,拉伸系数值可取小些。
3、凸、凹模圆角半径,拉伸凸、凹模圆角半径较大时,材料流动阻力小,拉伸系数值可取小些,相反则应取大值。拉伸凹模圆角半径过小,材料流入凹模时摩擦阻力增大,加大了拉伸件的内应力,在拉伸过程材料容易断裂。
4、凸凹模间隙及表面粗糙度,凸、凹模间隙大,表面粗糙度小、硬度高、拉伸系数值可减小。但间隙过大,表面粗糙度过大、拉伸时材料易起皱断裂。
5、有无压边圈,有压边圈拉伸时,增大了材料抗压力,材料不易起皱,拉伸系数值可取小些;无压边圈拉伸时,毛坯表面无抗压力,故材料易起皱,拉伸系数值可取大些。
6、拉伸冲压件的拉伸速度,拉伸过程的行程速度过高,材料变形急剧,容易产生拉伸断裂;拉伸速度慢,材料在拉伸过程中变形均匀,则不易产生拉伸断裂,拉伸系数可取小些。拉伸速度一般为200~350mm/min,多工位传递拉伸速度为220~280mm/min。
7、使用适当的润滑剂,在拉伸过程中,材料与模具之间有摩擦存在,所以要有专用的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工件间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是必备的。
在实际冲压加工中,为减少拉深次数,拉深系数一般取小值。当拉深系数小到一定值时,凸缘外边沿便会出现起皱现象,但可用增加压力圈的压边力防止起皱的出现。当拉伸系数小到一定值时,出现拉破现象,拉破一般出现在拉深力快出现峰值时,即拉深的初始阶段。极限拉深系数,在危险断面不被拉破的条件下所能采用的小拉深系数。
拉伸件的拉伸次数和各次拉伸直径则根据拉伸系数M确定,M是指每次拉伸后的圆筒直径与拉伸钱的毛坯直径之比,它是用来控制拉伸时变形变形程度的工艺指标之一,是拉伸工艺计算的基础,影响拉伸系数的主要因素是拉伸材料的延展性能、模具的圆角半径、拉伸模具的间隙、以及模具的润滑等.
下面为大家详细介绍一下影响拉伸件拉伸系数的因素:
1、拉伸冲压件材料的机械性能与表面状态,对于屈服点应力数值低、拉抗强度高、延伸率大的材料,拉伸时凸缘变形区的变形抗力减小,材料容易变形,拉伸系数可取小些;而材料的抗拉强度大,提高了危险断面处的强度,减小了拉伸破裂的危险,则拉伸系数可取大些。表面光洁平整的材料,拉伸系数也可取小些,对于有锈斑和表面粗糙度的材料,会增大拉伸系数值,严重时会因增大摩擦阻力而容易使材料拉伸断裂。
2、拉伸冲压件材料的厚度,对于厚的板料,拉伸时不易起皱,拉伸系数值可取小些。
3、凸、凹模圆角半径,拉伸凸、凹模圆角半径较大时,材料流动阻力小,拉伸系数值可取小些,相反则应取大值。拉伸凹模圆角半径过小,材料流入凹模时摩擦阻力增大,加大了拉伸件的内应力,在拉伸过程材料容易断裂。
4、凸凹模间隙及表面粗糙度,凸、凹模间隙大,表面粗糙度小、硬度高、拉伸系数值可减小。但间隙过大,表面粗糙度过大、拉伸时材料易起皱断裂。
5、有无压边圈,有压边圈拉伸时,增大了材料抗压力,材料不易起皱,拉伸系数值可取小些;无压边圈拉伸时,毛坯表面无抗压力,故材料易起皱,拉伸系数值可取大些。
6、拉伸冲压件的拉伸速度,拉伸过程的行程速度过高,材料变形急剧,容易产生拉伸断裂;拉伸速度慢,材料在拉伸过程中变形均匀,则不易产生拉伸断裂,拉伸系数可取小些。拉伸速度一般为200~350mm/min,多工位传递拉伸速度为220~280mm/min。
7、使用适当的润滑剂,在拉伸过程中,材料与模具之间有摩擦存在,所以要有专用的冲压拉伸润滑油,摩擦力大不仅使拉伸系数增大,拉伸力增加而且会磨损,刮伤模具和工件间表面所以是有害的,因而利用润滑条件发挥传力区的变形潜力来补偿不均匀性,既能提高传力区的承载能力,又能促进整个变形区顺利进行塑性变形。所以在拉伸中润滑条件是必备的。



金海金属材料(湖北省分公司)是一家专业加工和生产 异型钢管的公司。公司拥有现代化的 异型钢管生产设备,专业的 异型钢管设计师,高水平制作人员,操作熟练的安装施工队伍,规范化,标准化,优良化的工程质量和高素质的管理。从设计、生产、安装为客户提供一站式服务,以丰富的生产安装和施工管理经验取得众多客户的信任。



冲压件,高压锅炉管精挑细选好货_金海金属材料(湖北省分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:季经理,开发区蒋管屯镇杜丹江路东首100号。
相关信息
- 旧衣回收箱公园文化长廊检验发货
- 部队灯箱景观小品工厂采购
- 社会主义核心价值观 【公共卫生间】诚信经营
- 社会主义核心价值观_便民休息亭一手价格
- 镀锌焊管_20G无缝钢管自产自销
- 感谢来电【鑫康】防磁密集架
- 正道经营【泽信】铁皮密集柜
- 公交车站台【工地休息亭】可零售可批发
- 【户外灯箱】精神堡垒导向牌产地直销
- 【户外灯箱】 街头景观小品源头厂家量大价优
- 琼海市DZ40地质无缝管切割零售
- 店铺电商展柜和存储智能柜品质保障星龙牌
- 上海到行李托运
- 不锈钢复合管护栏不锈钢碳钢复合管栏杆量大更优惠
- ISO22163认证公司 ESD认证
- 葫芦岛文明城市宣传栏灯箱量大从优
- 察雅发电机租赁_一对一服务
- 抚州28米高跨多楼层立体升降柜售后完善星龙