您当前的位置:华尔网 » 黄山华尔网 »黄山产品 » 销售零售厚壁无缝钢管
销售零售厚壁无缝钢管
更新时间:2026-05-20 02:33:33 ip归属地:黄山,天气:中雨转暴雨,温度:14-29 浏览:8次

- 发布企业
- 聊城 金海金属材料(黄山市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 10000吨
- 运费
- 3天
- 关键词
- 异型钢管
- 所在地
- 开发区蒋管屯镇杜丹江路东首100号
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 季经理 请说明来自华尔网,优惠更多
详细介绍
以下是:安徽省黄山市销售零售厚壁无缝钢管的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |
| 范围 | 销售零售厚壁无缝钢管供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 屯溪区、徽州区、歙县、休宁县、黟县、祁门县等区域。 |
【金海】为您提供黟县20G高压锅炉管、屯溪Q355B方矩管、合肥厚壁钢管厂家、芜湖合金钢管厂家、淮北GB5310高压锅炉管、淮南方矩管等多元产品与服务。销售零售厚壁无缝钢管,金海金属材料(黄山市分公司)为您提供销售零售厚壁无缝钢管产品案例,联系人:季经理,电话:【0527-88266888】、【0527-88266888】。 安徽省,黄山市 黄山市,简称“黄”或“徽”,古称新安、歙州、徽州,安徽省辖地级市,地处中国华东长江三角洲地区,皖浙赣三省交界处,西南与江西省景德镇市、上饶市交界,东南与浙江省杭州市、衢州市为邻,东北与宣城市接壤,西北与池州市毗邻。介于东经117°02′—118°55′、北纬29°24—30°24′之间,总面积9807平方千米。截至2022年10月,黄山市下辖3个区、4个县。截至2022年末,黄山市常住人口132.3万人。
想一睹销售零售厚壁无缝钢管产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受销售零售厚壁无缝钢管产品的独特之处!
以下是:安徽黄山销售零售厚壁无缝钢管的图文介绍

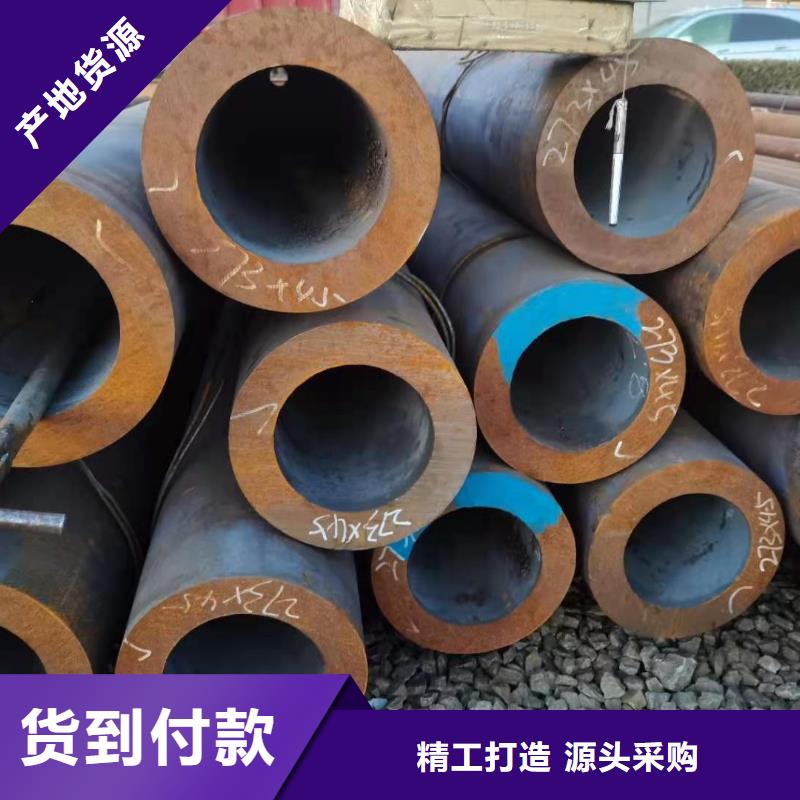
“追求品质,不忘初心”是金海金属材料(黄山市分公司)一贯坚持的产品理念。目前,金海金属材料(黄山市分公司)达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,金海金属材料(黄山市分公司)生产的所有 异型钢管产品均采用环保材料, 异型钢管制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!


超声波探伤技术领域,特别是一种采用超声波探伤技术对大口径厚壁钢管纵向内壁缺陷检测的方法。
大口径厚壁无缝钢管是近年来随着超临界锅炉和超超临界锅炉的研发投产而大量使用的,如何保证厚壁管内表面质量,一直成为困扰钢管探伤、锅炉制造两大行业的一大难题。目前国内外对大口径厚壁钢管的超声波探伤主要采用两种方法,一是对内壁缺陷采用纯横波探伤,但样管上的人工内伤需加深,从而造成对内壁缺陷的检测要求降低;二是对内壁缺陷采用变型横波探伤,但由于采用变型横波探伤存在诸多技术问题,目前国内外还处在理论探讨和实践摸索过程中。
发明内容
本发明的目的是克服现有技术的上述不足而提供一种采用超声波变型横波探伤对大口径厚壁钢管纵向内壁缺陷检测的方法,尤其是对壁厚外径比大于0.2大口径厚壁钢管纵向内壁缺陷检测的方法。
本发明的技术方案是:一种超声波探伤大口径厚壁钢管纵向内壁缺陷的方法,它是利用有机玻璃楔块作测量介质,在样管上调整好超声波探伤仪的扫查灵敏度,然后再以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格,其具体操作步骤如下:
A、将有机玻璃楔块放在样管上,再将超声波探伤仪的探头放在有机玻璃楔块上,然后打开超声波探伤仪,调整超声波探伤仪的探头发出的超声波声束的入射角a1,超声波声束的入射角a1为15o~25o。
B、旋转移动样管,探头在样管上扫查,当探头扫查到样管上的人工缺陷时,超声波探伤仪上显示样管上的人工缺陷波形。
C、微调超声波声束的入射角a1,使样管上的人工缺陷的波高达到******,然后调整超声波探伤仪的增益值,使样管上的人工缺陷的波高在超声波探伤仪示波器满屏的40%~60%之间,再移动波高在超声波探伤仪上的报警闸门,使样管上的人工缺陷的波形处于报警闸门中间,并使报警闸门高度和样管上的人工缺陷的波高相同,此时报警闸门高度就是探伤阈值,超声波探伤仪的增益值就是探伤灵敏度。然后提高探伤灵敏度,自动探伤提高2~3分贝,手动探伤提高6分贝,此时超声波探伤仪的增益值就是扫查灵敏度。
D、样管调试完成后,移走样管,将待检测的产品钢管移送至检测位置,以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格。




由于厚壁无缝钢管所述现有专业技能存在的不足,的用意是出示一种直径小、厚壁无缝钢管长细,涂层能将厚壁无缝钢管的内、表面表面所有覆盖(包含电焊焊接收的焊接)的复合型无缝钢管,它的防护特性好于邦迪管和日本国滚镀冷减径管。
为抵达所述用意,的特性是以国内合金钢冷拉(轧)电焊焊接收或无缝管为管胚,采用化学镀镍或有机化学滚镀镀液,用镀液泵使镀液在管中产生流场流动性循环系统,将厚壁无缝钢管内腔表面所有匀称镶上镍磷铝合金或铜涂层。表面表面也能用所述镀液获得同样的涂层,以便控制成本或获得其他常见的金属材料涂层,表面可采用国际惯例电镀工艺分离按必须获得铜、镍、铬、锌或锡铅等涂层。
将以电焊焊接收或无缝管为管胚(1)的无缝钢管嵌入镀槽A内,无缝钢管的进液端和出液端均用软胶管对接,镀液泵的漏液管放进另一镀槽B内,其出液管与无缝钢管漏液端塑料软管对接,无缝钢管排液端塑料软管也放进B槽体,该槽镀液采用含醋酸钠的国际惯例酸碱性化学镀镍水溶液或偏碱滚镀水溶液。启动镀液泵,B槽体的镀液经泵注入无缝钢管内壁,使镀液在厚壁无缝钢管内壁持续循环系统流动性,将厚壁无缝钢管内腔表面很匀称地镶上5~8um镍磷铝合金涂层或铜涂层(2)。以便保证厚壁无缝钢管内腔表面能匀称地镀满5~8um薄厚的涂层,在厚壁无缝钢管进液端安裝手动阀和分流管,使厚壁无缝钢管出液端镀液的工作压力******是维持在0.3~0.5kg/cm2范畴内。B槽体镀液的溫度维持在90℃上下。针对镍磷铝合金涂层,其含磷量一般为8~12%。表面需要的镀液是装在A槽体,表面涂层(3)可运用国际惯例的电镀工艺方法获得。厚壁无缝钢管以螺旋式行驶方式根据冷却塔,进到到可变性聚焦点辊筒II组,直到冷床,无论冷却塔内采用哪种制冷方式,厚壁无缝钢管都以螺旋式行驶方式,维持长短方位和圆上方位的匀称制冷,避免厚壁无缝钢管冷后坎坷状况的产生;当厚壁无缝钢管彻底摆脱定径机后的可变性聚焦点辊筒I组,根据电气元器件操纵,可变性聚焦点辊筒I组的辊筒轴线修复与轧线竖直,接事后的厚壁无缝钢管,从全过程1开始,依次反复所述加工工艺全过程。若终止线上制冷加工工艺,两个可变性聚焦点辊筒组校准,可变性聚焦点辊筒组的辊筒轴线与轧线维持竖直,即是国际惯例生产制造方式。



今年在安徽省黄山市本地购买销售零售厚壁无缝钢管有了新选择,金海金属材料(黄山市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的销售零售厚壁无缝钢管产品。如需购买或咨询,请随时联系我们,联系人:季经理-【0527-88266888】,地址:开发区蒋管屯镇杜丹江路东首100号。
公司新闻