大口径绗磨管中心
更新时间:2026-04-06 07:44:16 ip归属地:池州,天气:多云,温度:14-25 浏览:5次


- 发布企业
- 液压机械(池州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 绗磨管生产厂家
- 所在地
- 辽河路燕山路交叉口南500米东首
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 高经理 请说明来自华尔网,优惠更多
详细介绍
以下是:安徽省池州市大口径绗磨管中心的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 6500/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 0.1吨 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 圆形 |
| 适用领域 | 油缸气缸机械加工 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工定制 |
| 范围 | 大口径绗磨管中心供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 贵池区、东至县、石台县、青阳县等区域。 |
【安达】为您提供石台绗磨管加工厂、贵池镀铬空心轴、蚌埠镀铬光轴、芜湖绗磨管等多元产品与服务。大口径绗磨管中心,液压机械(池州市分公司)为您提供大口径绗磨管中心的资讯,联系人:高经理,电话:【17768165506】、【17768165506】。 安徽省,池州市 池州市,古称秋浦,安徽省辖地级市,长江三角洲中心区城市,地处中国华东地区,安徽省南部,长江下游南岸,介于东经116°38′~118°05′,北纬29°33′~30°51′,东接铜陵市和芜湖市、宣城市,南邻黄山市,西、北与安庆市、铜陵市隔江相望,西与江西省毗邻,总面积8399平方千米。截至2022年,全市下辖1个区、3个县,常住人口132.8万人。
别再错过任何细节!花费一分钟观看大口径绗磨管中心产品视频,让您的购买决策更加明智。
以下是:安徽池州大口径绗磨管中心的图文介绍


安徽池州珩磨管油缸管绗磨管设计者应根据零部件的工作条件和性能要求,合理地制定热处理技术条件。只要能满足工作要求,应尽量减少珩磨管淬火硬化的程度和部位,不必盲目追求高硬度和整体珩磨管淬火,而以局部硬化、表面硬化代替整体硬化,从而减少珩磨管淬火裂纹。选择珩磨管淬火介质珩磨管淬火介质有固体、液体和气体3种状态的多种物质。选择珩磨管淬火介质要考虑如下因素:(1)珩磨管淬火介质的冷却能力;(2)对畸变开裂的影响;(3)经济性、耐久性;(4)可靠性等。 理想珩磨管淬火介质的冷却曲线下图所示。该介质在过冷奥氏体分解快的温度下,具有强的冷却能力,而在接近马氏体点(Ms)时冷却能力又变得较为缓和,这样就保证了硬化要求,并减小了珩磨管淬火应力,防止珩磨管淬火畸变开裂。各种钢材的过冷奥氏体的稳定性不同,实际工件的尺寸不同,应选择不同的珩磨管淬火介质。尽管目前的珩磨管淬火介质种类繁多,然而能同时适应各种钢材和不同尺寸工件的珩磨管淬火剂是不存在的,只能根据具体情况尽量合理地选用,并与各种珩磨管淬火冷却方式相配合。滚压管



液压机械(池州市分公司)将在实践中不断的深化学习、总结、借鉴同行 绗磨管生产厂家的先进技术经验,完善自身发展,制造更加完善的 绗磨管生产厂家产品,以满足新老客户的需求使用。


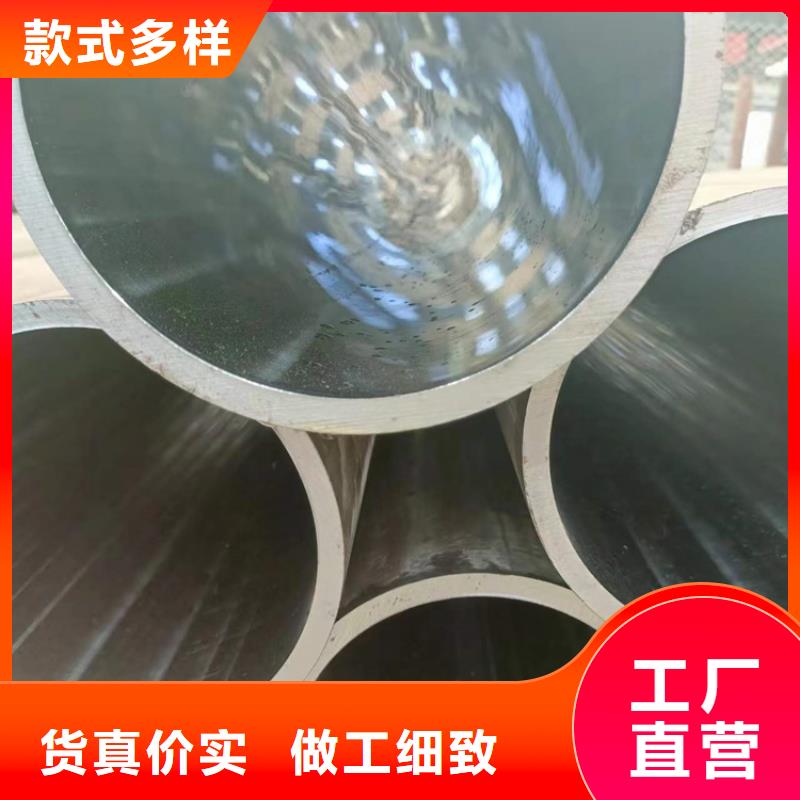
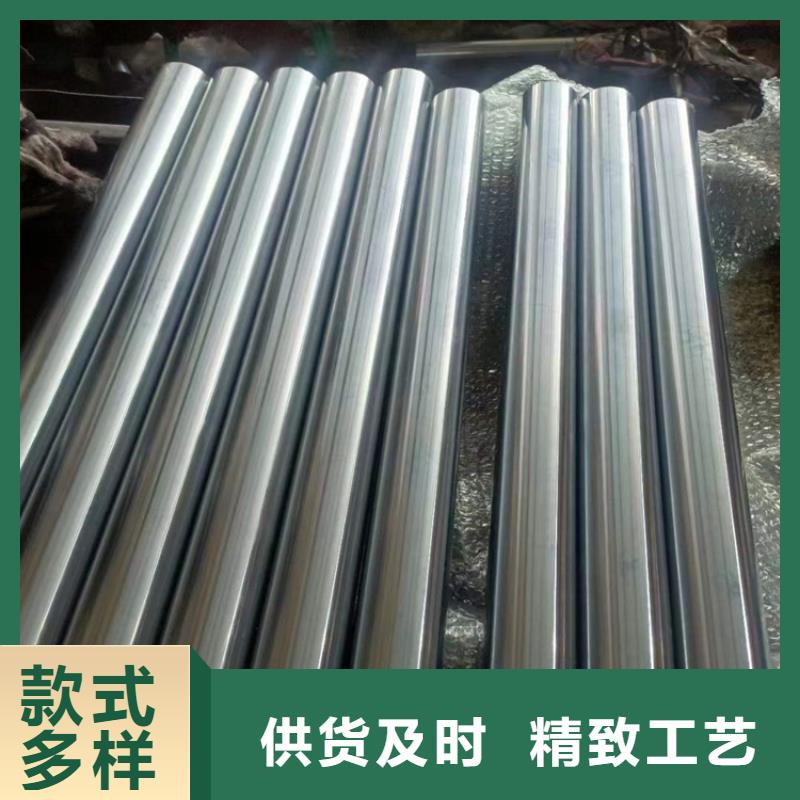
安徽池州企业旺旺珩磨管绗磨管油缸管珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



安徽池州企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。

在安徽省池州市本地采买大口径绗磨管中心到液压机械(池州市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-【17768165506】。
相关信息
- 20号无缝钢管电话订购热线
- 气动烙馍机自动化操控
- 优质的球墨铸铁22.5°双承弯管【无中间商】
- 乡村别墅外观效果图 三层品质放心轻钢别墅纯施工
- 螺杆启闭机
- 农村建房申请流程品质优轻钢别墅造价
- 复合管河道护栏
- 常年供应S31603不锈钢板-省钱
- 600*50kg球墨铸铁井盖-600*50kg球墨铸铁井盖厂家直发
- 生产不锈钢桥梁防撞护栏_优质厂家
- 小白祛味王室内消毒畅销本地
- 集装箱移动厕所源头厂家
- 档案资料密集柜备货充足
- 防撞护栏-河堤护栏好产品放心购
- 无缝管厚壁无缝钢管精工制作
- 舟山中性活性炭土壤改良
- 鹤壁户外雕塑精神堡垒服务为先
- 鹤壁智能公交站台候车亭 仿古候车亭制作 不锈钢候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭厂家 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭 景区道路候车亭 建设道路候车亭 城镇公交候车亭 新款不锈钢候车亭 广告灯箱候车亭 智能垃圾桶候车亭 新款智能自动报站候车亭质量放心