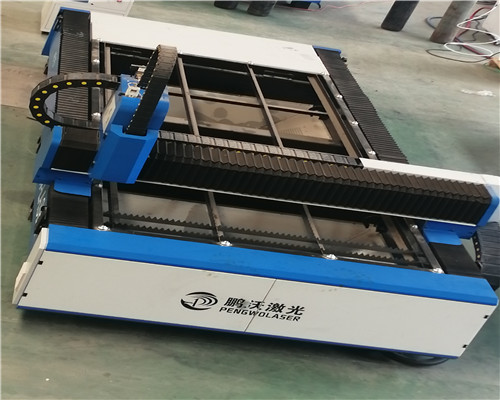
激光切割机公司
更新时间:2026-03-02 03:38:01 ip归属地:天津,天气:晴,温度:-7-1 浏览:10次



- 发布企业
- 鹏沃激光科技(天津市武清区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 激光切割机
- 所在地
- 京津鲁冀产业园C区10号
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 安经理 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 激光器 | 武汉锐科 |
| 冷水机 | 汉立 |
| 激光头 | 万顺兴 |
| 电机 | 台湾台达 |
| 减速机 | 法国摩多利 |
| 有效尺寸 | 4000*1500/4000*2000/6000*2200/6000*2500等 |
| 可定制 | 是 |
| 床身 | 鹏沃 |
| 范围 | 激光切割机公司供应范围覆盖天津市、和平区、河东区、河西区、南开区、红桥区、东丽区、西青区、津南区、北辰区、武清区、宝坻区、滨海新区等区域。 |
在激烈的天津武清--激光切割机市场竞争中我们期待与您携手乘风破浪,互惠互利实现双赢共同发展。天津武清--激光切割机产品曾在天津武清质检局的抽检中多次受到好评,多种产品获得各种奖项。本着“客户至上,品质如一”的服务宗旨,天津武清鹏沃激光科技有限公司成立伊始就成立了售后服务体系,为我公司的客户提供完善的服务。


关于激光切割的排版
我们在使用激光切割机之前都需要先制作好图纸导入到电脑程序中,在利用排版软件把我们需要切割的图形排布好在一张板材上进行产品的生产批量加工,那接下来我们一起看看激光切割机排版需要注意哪些问题呢?我们一起往下看看吧!
1.零件间距

一般情况下切割厚板和热板,零件间间距要大,因为厚板热板热量影响较大,在切割拐角尖角和小图形时候,容易烧边,影响切割质量。
2.引线设置
在切割较厚板过程中,为了使割缝衔接良好,防止始端和终点烧伤,常常在切割开始和结束处各引一段过渡线,分别称作引线和尾线.引线和尾线对工件本身是没有用的,因此要安排在工件范围之外,同时注意不能将引线设置在尖角等不易散热处。引线与割缝的连接尽量采用圆弧过渡,使机器运动平稳并避免转角停顿造成的烧伤。
3.拐角熔化

当减速切割薄钢板的拐角时,激光会因产生过热而熔化拐角。在拐角处生成小半径,以保持激光的高速切割,避免在切割拐角时出现钢板过热熔化现象,从而获得良好的切割品质,并减少切割时间,提高生产力。
4.余料处理
切割完零件后,激光切割设备工作台上的骨架状余料需要尽快的撤下,以方便后续的切割作业。对于不具有自动卸料装置的激光切割设备,可以将骨架状余料切割成小块,以方便快速移走。从而避免了操作者因搬动沉重且边缘锋利的余料所造成的人身伤害。
5.共边切割

将两种或以上的零件共边成一个组合,大批量的规则图形尽量共边,共边切割可以大大缩短切割时间,还能节省原材料。
6.零件碰撞
为使生产效率大化,许多激光切割设备都是24h连续运转,并且使用无人操作的自动化上/卸料装置,撞到切割完成的倾翻零件而造成切割头损坏和生产中断,带来较大损失。这就需要排序的时候注意:
①选择合适的切割路径,绕道已割好的零件,减少碰撞。
②选择佳的切割路线,减少切割时间。
③ 自动或手动将多个小零件用微小连接结合起来,切割完后,卸下的零件,能轻易将微小连接断开。
以上就是为大家收集关于激光切割机排版注意事项解答,鹏沃激光希望能帮助到您!



激光切割机的切割材质
碳钢板: 热轧板、冷轧板、镀锌板、酸洗板、电解板。
不锈钢板:SUS316、SUS304、SUS202。
其他材质:铝板、铜板、钛金板、金板、银板。
激光切割设备基本构件激光器:激光的来源。激光切割平台:用于安放被切割工件。
数控系统:控制切割头运动、激光器输出功率、供气大小。
切割头:包括切割头本体、聚焦镜、喷嘴。
操作台:用于控制整个切割装置的工作过程。
气瓶:供给切割用辅助气体。
冷却水循环装置:用于冷却激光振荡器,如YAG激光的转换效率为3%,剩余的97%即为热量
激光切割机的切割原理:
激光聚焦成很小的光点(φ0.2 mm左右)投射到金属表面,材料加热到气化温度,利用辅助气体吹走熔渣,并冷却聚焦透镜,防止烟尘进入透镜座内污染镜片。目前的技术,不管金属硬度都可以进行无变形切割(厚度可到40 mm左右)。高反射率材料,金、银、铝合金,同时也是良好的热传导材料,因此激光切割很困难,甚至不能切割。难以切割的材料可以采用脉冲波激光束进行切割,用于具有极高的脉冲波峰值功率,会使材料对光束的吸收系数瞬间急剧提高。



激光切割机适用的领域
目前,光纤激光切割机在中国主要金属加工行业已经慢慢普及起来,那么主流的应用在哪些行业呢?
1.汽车行业。汽车行业很多边角比如汽车车门,汽车排气管等经过成形之后一些多余的边角或者毛刺需要处理,如果采用人工的话起先精度很难达到,其次效率很多。采用机器人激光切割机能够较快批量处理。
2.广告行业。广告行业由于定制化比较多,采用传统方式效率很低,采用激光切割机,不论多厚的板材,不论多少字形,激光切割机都会让您满意。
3.厨具行业。现在房子越来越多,装修越来越多,厨具相关类产品需求越来越大,激光切割机适合切割薄板不锈钢,速度快,精度高,满意度高,而且可以实现定制和个性化产品开发,深得厨具厂家喜爱。
4.钣金加工。简单来说,加工就是多种板材,多种不同图形切割件,激光切割机的特点在此行业发展的如火如荼。
5.机柜行业。包括配电柜,文件柜等等,都是薄板标准化生产,要求效率,采用激光切割机四工位或者六工位比较适合,效率高。对于特定板材也可以双层切割。
6.健身器材。由于对运动重视以及个人理念发展。广场健身器材以及家用健身器材等等都逐渐发展起来,需求量逐渐增多。基本都是一些管材类切割,采用管材激光切割机比较方便快捷。


光纤激光切割机切割气体及压力对切割质量的影响
光纤激光切割机切割时,根据切割板材的材质不同,选择不同的切割气体。气体及压力的选择,对光纤激光切割机品质有很大的影响。
1) 切割气体有助于散热及助燃,吹掉熔渍,从而得到质量较好的切割断面。
2) 当切割气体的压力不足时,会对切割质量造成以下影响:切割时产生熔渍,切割速度无法满足影响生产效率。
3) 当切割气体的压力过高时,对切割质量的影响:切割面较粗糙,而且切缝较宽;同时会造成切断断面部分熔化,无法形成良好的切割断面。
切割气体的压力对穿孔的影响
1) 当气体压力过低时,激光不易穿透切割板材,打孔时间增长,造成生产率低。
2) 当气体压力太高时,造成穿透点熔化,形成较大的熔化点,从而影响切割的质量。
3) 激光打孔时,一般对薄板件打孔采用较高的气体压力,而对厚板件的打孔则采用特定的打孔方式,低气压对镜片的保护不利因素。
4) 激光切割机在切割普通碳钢时,材料厚度越厚,切割气体的压力相对降低。而在切割不锈钢时,切割气体压力相对来说随着材料的厚度而增加。总之,激光切割时切割气体及压力的选择,必须在切割时根据实际情况去调整,在具体应用中需根据具体情况而选用不同的切割参数。