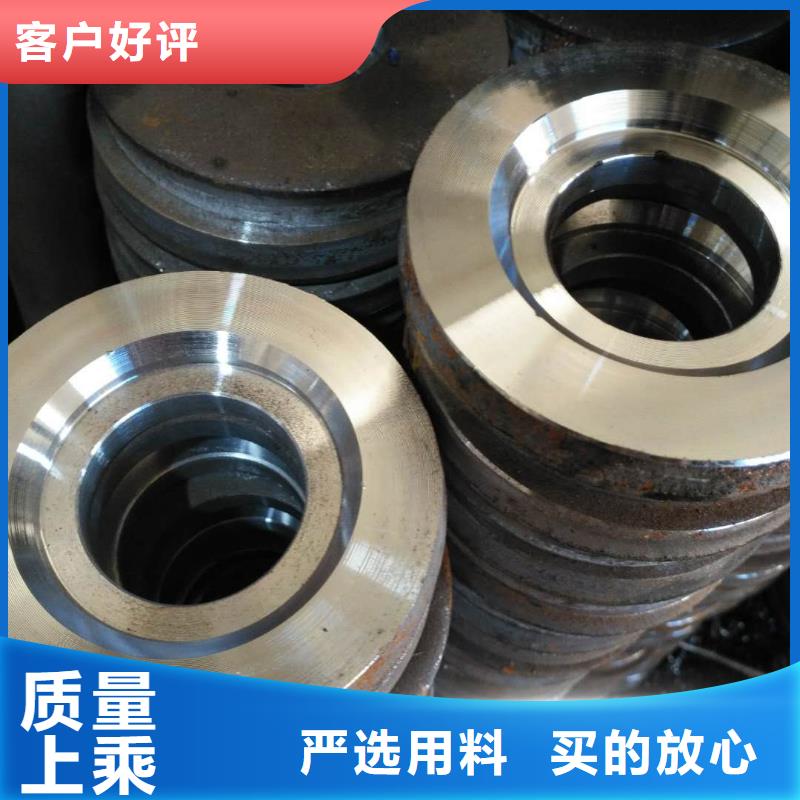
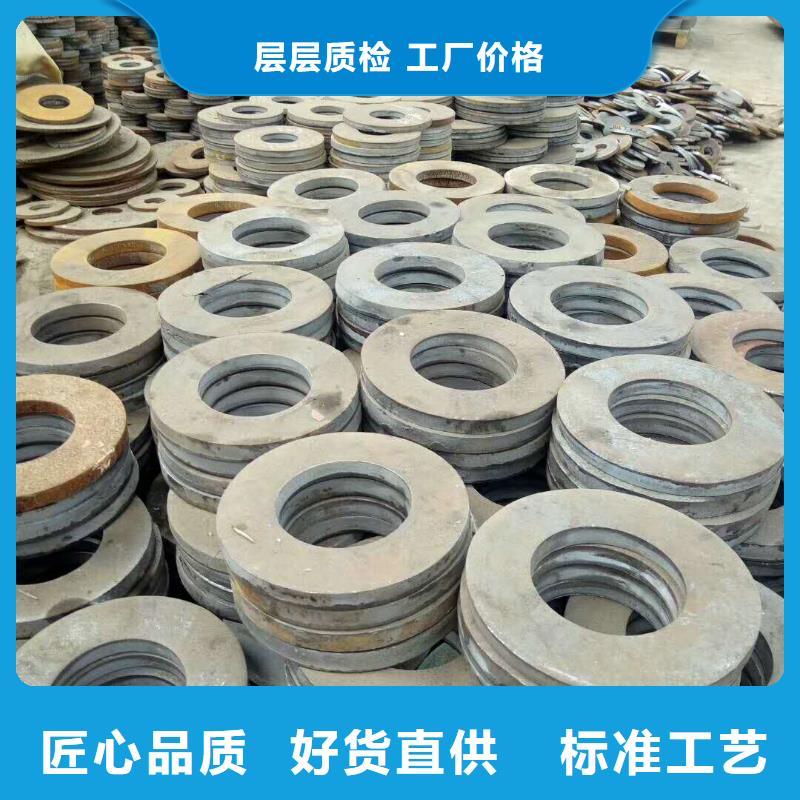
法兰毛坯-发货快
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235/20#/45#/Q355/40CR/201/304/316/等各种材质 |
| 产地 | 山东聊城 |
| 规格 | 外径10mm-1500mm厚度1-100mm |
| 类型 | 法兰毛坯 |
| 颜色 | 碳钢 合金钢 不锈钢 |
| 形状 | 圆形 方形 异形 |
| 可定制 | 是 |
| 联系方式 | 18563543833 |
| 范围 | 法兰毛坯-发货快供应范围覆盖上海市、奉贤区、黄浦区、徐汇区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、崇明区等区域。 |


JIS日本标准/CBM外贸标准
CBM1004-81 日标PN0.2MPa铸铁、铸钢、搭焊钢法兰
CBM1005-81 日标PN0.5MPa铸铁、铸钢法兰
CBM1006-81 日标PN1.0MPa铸铁、铸钢法兰
CBM1007-81 日标PN1.6MPa铸铁、铸钢法兰
CBM1008-81 日标PN2.0MPa铸钢法兰
CBM1009-81 日标PN3.0MPa铸钢法兰
CBM1010-81 日标PN4.0MPa铸钢法兰
CBM1011-81 日标PN6.3MPa铸钢法兰
CBM1012-81 日标PN0.5MPa搭焊钢法兰
CBM1013-81 日标PN1.0MPa搭焊钢法兰
CBM1014-81 日标PN1.6MPa搭焊钢法兰
CBM1015-81 日标PN2.0MPa搭焊钢法兰
CBM1016-81 日标PN3.0MPa搭焊钢法兰
CBM1017-81 日标PN3.0MPa对焊钢法兰
CBM1018-81 日标PN4.0MPa对焊钢法兰
CBM1019-81 日标PN6.3MPa对焊钢法兰
CBM1020-81 日标PN0.5、1.0、1.6MPa铸铜、搭焊铜法兰
CBM1021-81 日标排气管钢法兰



上海奉贤搏远金属制品有限公司是一家专业性 法兰毛坯公司,本公司坐落于上海奉贤,主要加工,制作,销售各种 法兰毛坯,是一家实力型的生产经营性企业。目前公司拥有员工130余人,技术力量雄厚,设备,价格合理。集设计、制作、运输、安装、售后跟踪于一体的 服务体系将免除您的后顾之忧。,我们会给您热情的服务,您会发现,您选择的不仅是 法兰毛坯产品,还是一个有实力,讲究诚信的合作伙伴!


锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。



山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“信誉 、质量 、用户 ”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
—— 切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm2~105 W/cm2之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
制。
- 高强板售后完善 2026-04-11
- 钢塑土工格栅型号汇总 2026-04-11
- 大连物流货运公司-厂家热销 2026-04-11
- 选择正规益胶泥厂家 2026-04-11
- 滤水管质高价优 2026-04-11
- l滤水管现货直销厂家 2026-04-11
- 口碑好的纳米橡塑保温隔声板基地 2026-04-11
- 锅炉喷涂优质生产厂家 2026-04-11
- 岩棉保温板厂家-为您服务 2026-04-11
- 性价比高的不锈钢板经销商 2026-04-11
- 昆明官渡定制桥梁钢护栏公司 2026-04-11
- 安宁无缝钢管石油裂化无缝管快捷物流 2026-04-11
- 雁江水下打捞本地打捞手机品质卓越 2026-04-11
- 法兰毛坯-发货快 2026-04-11
- 供应无缝钢管的经销商 2026-04-11
- 免费寄样#涡街流量计#厂家 2026-04-11
- 劈裂机-制作精良 2026-04-11
- 销售风机的本地厂家 2026-04-11
- 西乡生产圆钢质量可靠的厂家 2026-04-11
- 勉县圆钢商家 2026-04-11
- #圆钢略阳#-价格实惠 2026-04-11
产品



联系方式
